


Innovation on the Assembly Floor
In line with its vision of being a ‘Large Scale producer of World Class Turning Machines’, Ace Designers Ltd, the flagship company of the `15 billion Ace Micromatic Group, manufactures its most popular model—the Jobber. This model is a standard 2 Axis CNC lathe with just enough features that can be used in Small & Medium Scale ‘Job Shops’. However, in the past
five years, many domestic manufacturers benchmarked this machine, and this model became the most copied one. At this point, R Prabhakar, Chief Operating Officer, Ace Designers, and his engineers from the
High Volume Machines division decided to implement a radical change, internally referred to as ‘Half-Day Indexing’.
Setting itself apart
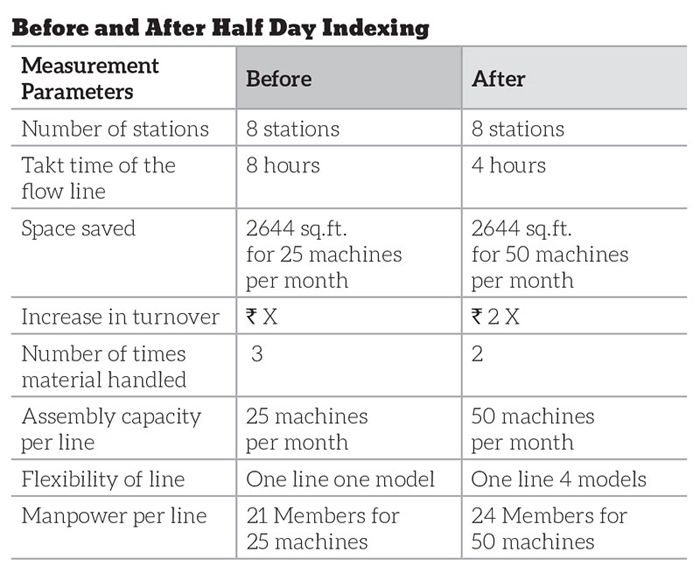
In the mid-1990s, Ace Designers transformed the assembly of Jobber machines from the conventional method of ‘fixed point’ assembly to ‘flow line’ assembly. Flow line is nothing but an assembly on a conveyor line where the product, as it is assembled, moves from one station to another. The ‘Takt’ time was eight hours or one day indexing. This award winning concept was operational since then, but the increased competition and price pressure drove the team into further improving the Takt time. The target given by one of the Managing Directors of Ace Designers, was to change the Takt time to four hours Indexing or ‘Half Day Indexing’ within a deadline of six months. The prerequisites set were—no shortcuts in the established processes, the new method should be process driven, no deterioration of end product quality and the project had to be done on the very latest Jobber Elite series machines. Incidentally this machine was awarded the prestigious ‘India Design Mark’ by the India Design Council.
Accepting this challenge, Prabhakar put together a Cross Functional Team from Product Design, Engineering Methods, Assembly and Procurement. Some of the major challenges faced by the team was to have a buy-in from the assembly team on the floor, to make them believe that it was achievable, and not lose focus on the market needs of the product that was undergoing continuous improvements, supply chain support and complete reconfiguration of material storage and logistics.
Targets achieved
To reduce the actual assembly time, many of the activities that were being done on the assembly floor were eliminated through design changes on the components so that those operations were done on components prior to assembly. The biggest challenge here was to have interchangeability so that end accuracies or performance of the product was not compromised. This activity took the longest time as every minute step of the assembly was reviewed and re-established. The major steps involved in this period were Assembly Layout redesign, Component redesign, Time study, Design and Use of correct Power tools, Fixtures and other Mechanical, Electrical and Electronics gadgets. After intense and focused implementation effort, the line became operational. Since the results obtained were quite impressive, the research paper presented by IIM-B Team on this project was published by Harvard Business Publishing.

The Jobber XL CNC lathe has been the highest selling model in the country
Author:
R Prabhakar
Chief Operating Officer
Ace Designers Ltd
rp@acedesigners.co.in
Source: Ace Designers Ltd

 Facebook
Facebook Twitter
Twitter Linkedin
Linkedin Subscribe
Subscribe