


ADDRESSING MACHINING CHALLENGES

When considering workholding solutions, shops have a variety of options that offer flexibility, enhance throughput, and facilitate five-axis machining. Here are a few to provide a peek into the exhaustive range available in the market.
Workholding solutions vary almost as much as applications. This gives shops the ability to choose workholding that is targeted to their needs, prioritizing different factors depending on the type of work they do. Job shops that handle high-mix, low-volume work will place a high value on flexibility in workholding. Production shops seek workholding that will increase throughput by working with automation systems. Shops that do five-axis machining need specialized workholding that provides access to five sides of a workpiece for machining. And those that handle delicate workpieces, or parts that require access to the full outer diameter for machining can benefit from ID workholding.
Flexible workholding
For shops that handle short-run and one-off jobs, flexible workholding is key to producing work cost-effectively. This might involve quick-change workholding that speeds setups, or solutions that leave the sides of parts free for machining, requiring fewer setups.
|
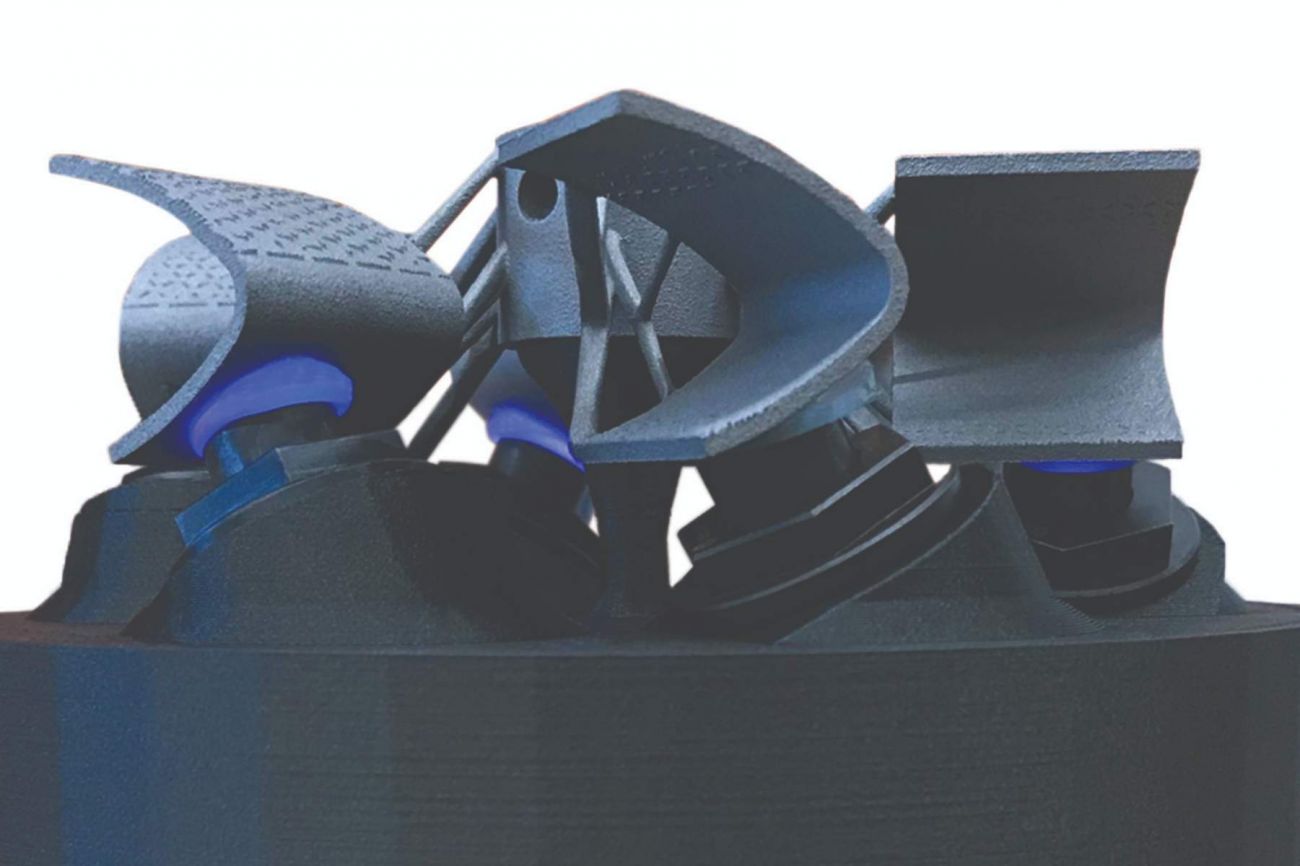
UV (ultraviolet)-light transmitting workholding grippers from Blue Photon are suited for short-run jobs that are fragile and prone to distortion from mechanical and vacuum clamps. |
Hainbuch’s modular workholding system, which consists of chuck and jaw modules, now features a two-jaw module for holding square parts. According to the company, changeover from round parts, which are held in collets or the three-jaw module depending on size, takes less than 2 minutes. The two- and three-jaw modules both use the Hainbuch collet chuck as their base. The Centrex quick-change interface enables changeovers without removing the collet chuck and realignment. The company adds that the two-jaw module’s compact profile makes it a good alternative for large and heavy centric vises. The new module can handle turning operations at speeds as fast as 15,000 rpm, and, like the three-jaw module, uses the Hainbuch collet chuck as a base and a Centrex quick-change interface for changeovers. Overall, the system is designed as an alternate choice in applications that require
long tools and taking care to avoid interference because the workholding is larger than the parts.
For short-run jobs that are fragile and prone to distortion from mechanical or vacuum clamps, adhesive workholding is also an option. Blue Photon now offers its high-performance, UV (ultraviolet)-light transmitting workholding grippers in metric sizes. The device is designed with multiple diameters to hold small to large workpieces. The grippers are inserted into a fixture, and the workpiece is secured to the grippers with the company’s gel-like adhesive material, BlueGrip. UV light is transmitted through the core of the gripper for 60 to 90 seconds to cure the adhesive, bonding the gripper to the part.
Providing repeatability to within 10 microns when quickly switching one chuck for another, SMW Autoblok’s CCS chuck system can be installed on new or existing lathes. A standard adapter system provides automatic push-off and easy mounting to all types of traditional or custom workholding, including two- and three-jaw chucks, collet chucks, mandrels and manual fixtures, among others, the company says. With the turn of a key, the user can quickly connect workholding devices to the machine spindle and draw tube of the actuating cylinder. This is said to guarantee operator safety in addition to minimizing machine downtime. A large through-the-hole and visual safety control of the locking status are also said to add to the system’s versatility.
Dillon Manufacturing’s Fast-Trac jaw nuts convert standard chucks into quick-change chucks, reducing jaw change time by 50 percent or more, according to the company. This system enables users to preassemble the jaws required for the next operation while
the machine is running a separate job. The quick-change capability allows for more productivity per square foot of manufacturing space by productively using machining time, which is ideal for facilities operating with fewer employees, the company says. Dillon’s jaw nuts, T nuts, and keys are available to fit all 6-inch to 24-inch diameter power chucks from a range of companies.
Automation-ready workholding
As more shops add automation, they will need workholding systems that are compatible with the systems they have implemented, whether they are robots, pallet systems, or something else.
Kurt Workholding has added three new models to its Precision Force five-axis MaxLock vise lineup. The robot-ready Kurt PF-series vises are designed to offer user-friendly features including easy-to-adjust lash and 52-mm spacing for automation-ready mounting systems to adapt to competitors’ zero-point systems. Quick Centerline Adjustment is designed to make centerline adjustment fast and efficient. Spring-loaded gibs keep parts square and are designed to maximize part-positioning repeatability through multiple cycles. Kurt’s PF 420, PF 440, and PF 460 vises come with a standard 4-inch jaw width and jaw openings ranging from 2.625 inches to 6.625 inches. PF-series vises replace the previous Kurt HP models and feature the patented AngLock design to minimize jaw lift and deflection. The AngLock design pushes the vise jaws down and forward, allowing much greater surface contact on parts — maximizing holding strength with less clamp force. Available in three jaw configurations, with either carvable, dovetail, or serrated jaws, customers can save the added expense of buying an additional jaw set. All jaw sets can be sold completely and separately.
|
SMW Autoblok’s CCS chuck system is said to provide repeatability to within 10 microns when quickly switching chucks. |
The Erowa PowerChuck P is a universal interface for quick and precise positioning of palletized workpieces or fixtures on a machine table. The palletizing system is suitable for milling and drilling machines, profile or surface grinding machines, or the spindles of dividing heads and lathes. PowerChuck P chucks and pallets are fully compatible with previous versions. The 10,000-newton clamping force is said to provide reliable hold during workpiece manufacturing. The compact, low-profile design of the clamping system leaves room for machining, the company says. The device uses low-wear ceramic clamping balls to provide consistent, low-maintenance performance over a longer period of time compared with the previous clamping balls. The PowerChuck P can be automated. Sealing rings protect the chucks from waste and ensure safe automatic loading.
Five-axis workholding
|
As more shops add five-axis machining capabilities, they will need to re-think their workholding in order to get the most out of their new machines. Big Kaiser’s Unilock is a modular workholding system for multi-axis machining. It is designed to provide flexibility and functionality for five-axis and five-sided machining via multiple part transfers, and also offers solutions for machines that have been retrofitted with fourth- and fifth-axis tables. The multi-axis workholding solutions, which include chucks, clamping knobs and pallets, mineral cast systems, robot interfaces, and stabilizers, are said to locate and stabilize workpieces without obstructing access to the top and sides of the part. They also allow a clamped workpiece to be flipped into new orientations for subsequent machining operations without being unclamped from the workholding. |
 |
|
The PowerChuck P universal interface from Erowa is designed to provide quick and precise positioning of palletized workpieces or fixtures on a machine table. |
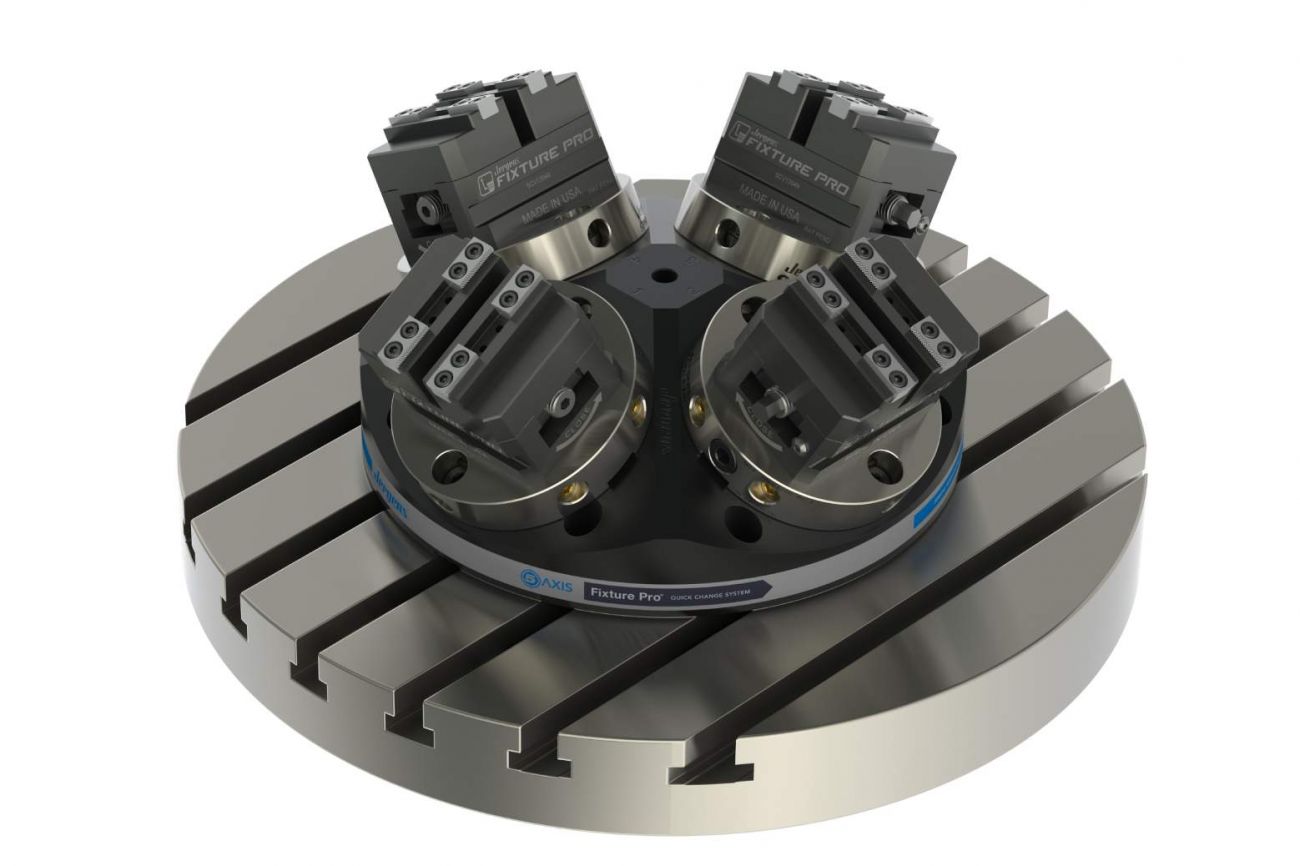
Pyramid risers, such as the three- and four-sided versions from Jergens Inc., are designed to permit multi-part loading and provide greater access for five-axis machining applications. Part of the company’s Fixture-Pro line of quick-change, modular workholding solutions, the pyramid risers feature a 30-degree mounting surface to ensure clearance for spindle and cutting tool paths, enabling more machining per setup. The system offers three mounting options. Direct-to-table uses T-slots, a center pin, and a timing key, and is secured using T-nuts and socket head cap screws (SHCS). Quick Locating System (QLS) mounts are designed to accurately locate and clamp the pyramid to a base element, such as a subplate, using a combination of QLS shoulder screws and SHCS. Quick-Loc pallet systems use pull studs (spaced at the industry-standard 96-mm pattern) to locate and clamp in a single step. The lightweight aluminum risers are compatible with virtually all five-axis CNC machining centers and are designed to provide fast changeover and setup. Available in both three- and four-position configurations, the pyramid risers are designed to mate with many top tooling choices including self-centering vises, dovetail vises and ER collet fixtures.
Magnetic workholding is also a good fit for five-axis machining applications, as it provides access to five sides of a part in a single setup. Techniks says its EEPM magnetic chucks can speed up drilling, milling, and boring operations on either thick or thin workpieces. Magnetic chucks make setup and part change-over faster and safer, reducing the number of required operations. They’re designed to easily integrate with pallet changing and tombstone systems used in production cells. Magnetic workholding uniformly holds workpieces without part distortion or dead spots, reducing chatter and harmonics for improved surface finish and tool life.
ID Workholding
ID workholding, such as expanding mandrels, has a number of benefits and is suited to a range of applications. These fixtures can provide full access to a part’s OD, providing a rigid, even hold that increases accuracy.
|
|
 |
The HDDS by Ringspann is an inner clamping system that can serve as a mechanical alternative to hydraulic expanding clamping mandrels. According to the company, the system provides a true running accuracy of less than or equal to 5 micrometers and is suited for workpieces with bores of tolerances ranging to class IT10. Unlike hydraulic expanding clamping mandrels, the HDDS’s mechanical expanding sleeve mandrel eliminates the risk of leaks and increases process safety in series production. The only source of wear in the system is its clamping discs. When users need to replace the discs, they can do it themselves without removing the mandrel from the spindle. Some versions of the HDDS can clamp bores from diameters of 23 mm. The system also works on applications that have bores with inner geometries that are interrupted by grooves. In addition, its mechanics perform a pull-back action, pressing the workpiece against a backstop and aligning it, making it suitable for workpieces with short clamping lengths.
|
Pyramid risers, such as these from Jergens, enable multi-part load and provide greater access for five-axis machining applications. |
Speedgrip Chuck Company’s Sabertooth expanding mandrels are available in several variations to suit the specific need of almost any application. The mandrels can be actuated manually, using the draw bar or drawtube of the machine or via the company’s self-contained actuator assembly.
 |
JULIA HIDER Senior Editor |

 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe