


Tackling the Tough Stuff
The NC program optimization module from CGTech can safely be termed as a boon for those dealing with difficult-to-machine materials, rendering benefits such as reduced cycle time, improved tool life, better part quality, and less wear and tear on CNC machine tools.
CGTech’s Force, a physics-based NC program optimization module that works within the company’s flagship VERICUT toolpath simulation software, has compelled the industry to stop and pay it the attention it deserves. It was first noticed at an event incorporated in an Okuma machine which was demonstrating machining of real parts from titanium, a very hard and difficult-to-machine material.
“We had the same demo on two vises and ran them side-by-side, one with the standard program and one that was optimized,” said Lee Johnston, Applications Engineer, Okuma America Corporation.
“We reduced the cycle time from an hour to just under 40 minutes, and one could also hear and see the difference in how the tools were cutting and tell that the optimized program was easier on the machine. This is probably the best thing to happen to programming since trochoidal toolpaths,” he added.
Working with representatives from CGTech and Sandvik Coromant, Johnston programmed a Ti-6Al-4V titanium bracket being made for an aerospace customer, then optimized its toolpaths with VERICUT Force.
A Force to Reckon with
Pete Haas, VERICUT Product Specialist, CGTech, explained that Force works by analyzing the NC toolpath, evaluating the changing cutting conditions, and increasing or decreasing the feed rate to achieve the ideal chip thickness for any given material. Compared to CAM systems and online machining calculators, which attempt to determine average chip thickness and base the feed rate on that, Force calculates the optimal feed rate for every single line of machining code.
“As an example, think about driving to work each morning,” Haas said. “You encounter straight sections, curves, and sharp turns, and have to slow down or speed up depending on the road conditions. Machining also involves constantly changing conditions, but some CAM systems don’t account for this. They generate a single feed rate that may be too aggressive on tight turns and too slow on the straightaways. Force, on the other hand, uses physics to calculate cut-by-cut throughout the changing conditions and determine the optimal feed rates.”
The result, according to Haas, is greatly reduced cycle time, improved tool life, better part quality, and less wear and tear on CNC machine tools. It works on any material and any machine, and can even be used on legacy programs.


Testimonies
For Chris Davala, Technical Support Engineer, CGTech – someone with 20 years of experience as a machinist and programmer who now works with VERICUT customers across the country – the demo was an eye opener.
Richard Howard, MTS specialist, Sandvik Coromant, backs it up. He supplied the cutting tools and toolholders used for the demo and specified the initial machining parameters.
“As a tooling specialist, I am extremely impressed with how ‘spot on’ the Force software is,” he said. “CGTech has done an amazing job of optimizing programs while taking into consideration tooling geometries and resulting loads. Anyone interested in higher efficiency and prolonging tool life should look into this.”
 Constantly Improving
Constantly Improving
Anyone familiar with Okuma machine technology might consider Force unnecessary. That’s because the OSP control offers advanced features such as Machining Navi, SERVONAVI, Super-NURBS, and adaptive machining technology. How can a third-party software package make a top-notch machine tool perform even better? There are several answers:
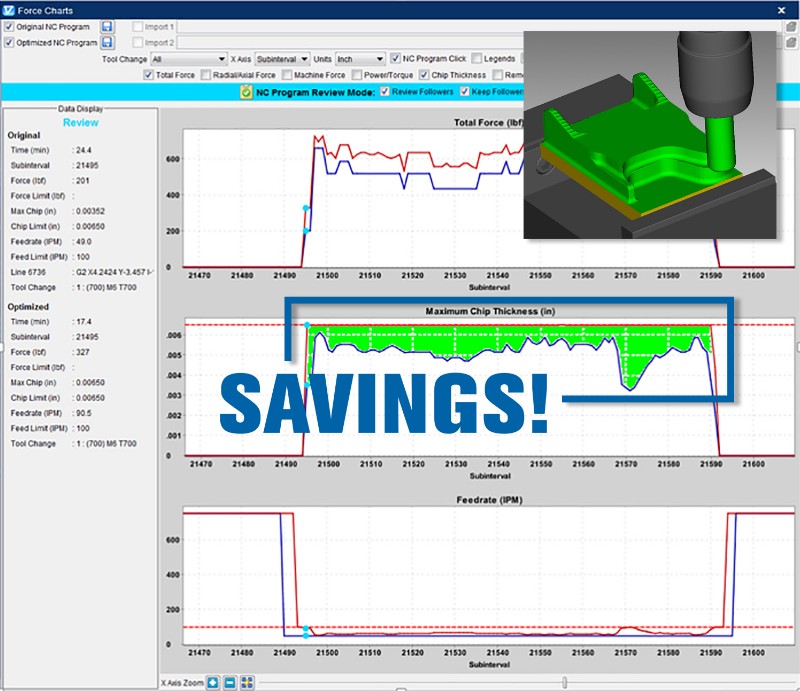
Force has the ability to break up the NC code into smaller bites, adjusting feed rates to maximize chip thickness and keep it constant.
Its optimization capabilities are proactive, not reactive, so everyone knows what to expect before pushing the cycle start button.
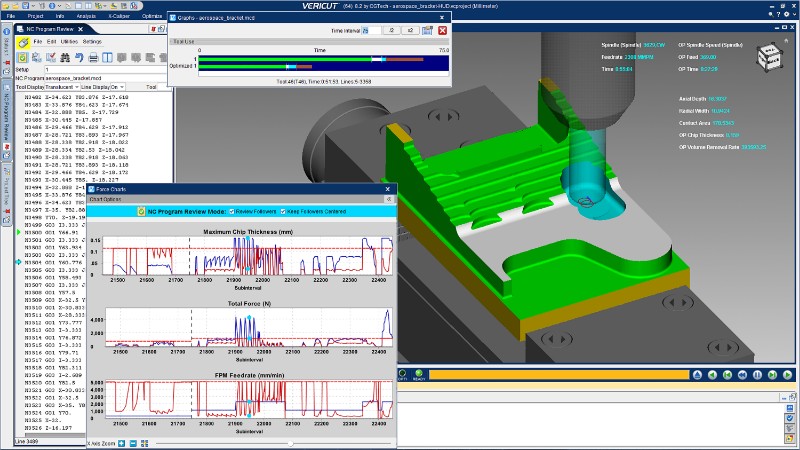
Performance issues are clearly identified up front, and the programmer can examine the Force Charts that illustrate projected cutting forces, chip thickness, feed rates, tool deflection and more.
For new materials, new machine tools and cutters, or even new programmers, Force eliminates the guesswork that would otherwise occur.
The result is an NC program that’s both safer and more predictable, with low risk of tool breakage or scrapped parts. Operators have more confidence. Lights-out machining is performed with confidence. Profit margins are improved. And Force-optimized toolpaths “save a great deal of time during roughing,” said Howard.
Haas summed it up like this: “Force charts provide NC programmers with useful information they never had before. They can quickly and easily visualize what’s happening cut-by-cut as the tool moves through the material, and it’s now possible to visualize excessive forces, inefficient cutting parameters, metal removal rate, power consumption, torque, and tool deflection. Force charts also expose cutting condition improvement opportunities. With one click on the Force chart, the user is taken to the exact location in the program and to the graphical review window for further analysis. The end result is full utilization of the cutting tool and the machine tool.”
Force works by analyzing the NC toolpath, evaluating the changing cutting conditions, and increasing or decreasing the feed rate to achieve the ideal chip thickness for any given material.
 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe