

In Search of the Right Machine
There are general purpose machines and there are those meant for specific applications. The following guidelines can prove to be extremely helpful in narrowing down the hunt for the machine that fits the bill.
Cost small shops enter the multiaxis arena with the addition of a single or dual rotary device to their existing 3-axis vertical machining center. This allows them to manufacture parts quicker and make more complex parts that were out of their reach before. This causes a chain reaction; they get better at producing complex parts, are able to charge more for those parts and look for even more challenging parts to make. This, in turn, stretches the limits of their equipment’s capabilities, prompting a consideration of a new equipment purchase.
The available budget is always a huge factor to be considered. The price of a machine reflects its quality but at the same time, just like cars, it may be affected by its brand name.
Support’s equally important
Machine manufacturers spend a lot of time on not just developing machines, but also on their sales and marketing efforts. Reputable manufacturers have applications teams who install and provide training on the new equipment and offer technical support along the way. They also employ dedicated applications specialists who can prepare benchmarks or turnkey solutions for prospects and customers.
Most CNC equipment is sold by a dealer network. Not all dealers maintain the same quality of service. A visit to the peers who have different CNC equipment and talking to them about their experiences can come real handy. Answers to questions such as — How is the equipment performing? What is the service like if there is a problem? Does the manufacturer provide good training? Are they under-promising and over-delivering or the other way around? Most importantly do they deliver on their promises? — can help zero in on a manufacturer who can offer the much-needed support going forward.
Questions that guide
Once a machine manufacturer is chosen who suits one’s criteria, it is essential to take stock at the variety of parts one currently manufactures and then project into the future to see what parts they intend to manufacture in a few years.
Questions like the following must be posed :
- Did one just get a request for a huge quote and have to base their decision on the return of investment numbers?
- How many parts are a typical run between set-ups?
- Does one’s shop or company strive to take up challenging work because they know they will get the best return on the time invested this way?
- Does one’s shop or company dedicated to a single manufacturing field like automotive, aerospace, die & mould, medical, oil, etc.?
- Are their existing CNC machines waiting for programs or are their CNC programmers waiting for free machines?
- Are they happy with their CAD/CAM System’s performance and are they using it to its full potential?
If one is quoting for 5,00,000 units of the same part per year, they will definitely be looking for a dedicated machine for that part. They will be looking at a complete turnkey solution from the manufacturer. This may include a complete machining cell, possibly with multitasking machines and robotic loaders.
Regardless of what specific machine type one is looking for, a good start is to do some research on the reputation of the support provided by different manufacturers.
The polar opposite of high-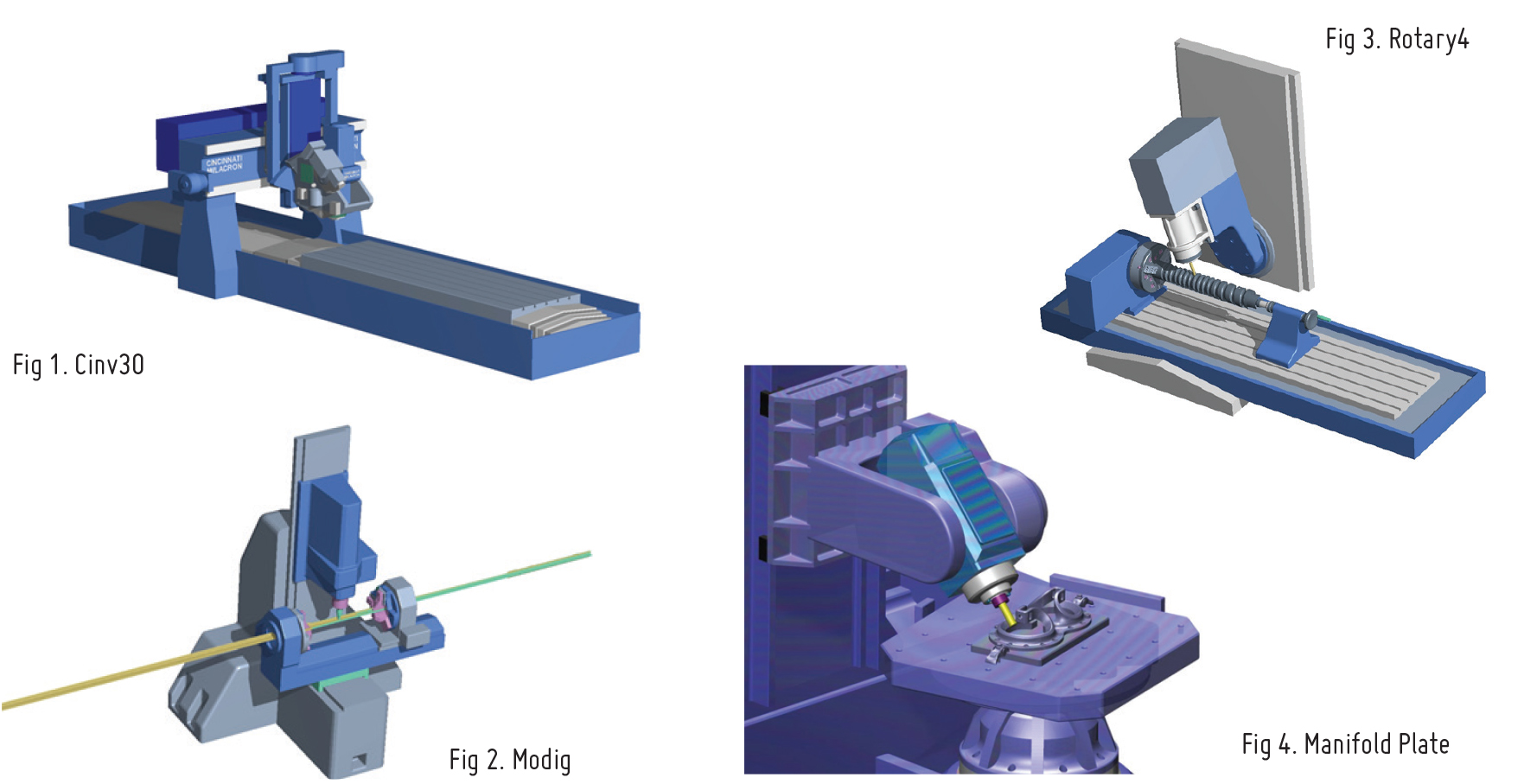
volume manufacturing is an adaptive take on any challenging work philosophy. The machine one needs for work like this has to be just as capable and adaptive.
The manufacturing field in which one belongs will also affect the choice. There are different torque, speed and precision requirements in all the fields. If one’s existing equipment is sitting idle waiting for programs, they will have to scrutinize their work flow (are they organized enough?), CAD/CAM System’s capability, and also the programmers’ and operators’ proficiency.
If the programmers are waiting for machines to get free, the CAD/CAM System’s capability needs to be checked. Is it possible to improve the cutting strategy? Are right tools being used? Imagine running old style high-speed steel tools on a modern CNC machine capable of 40,000 rpm and 1500 ipm – the limitation in an inexpensive tooling would hold back a highly capable and expensive machine. In the same way, if the CAD/CAM System is obsolete, one cannot use their CNC equipment to its full potential. Also, it is essential to ensure that the CNC programmer is up to date on their training on that CAD/CAM System in order to use it to its full potential.
It is always an exciting time if one is determined that they are running full out and now need additional new equipment. It’s being on the edge of new horizons and new possibilities.
 Size of the machine
Size of the machine
The first obvious consideration is the physical size of the machine dictated simply by the size of the parts that are to be cut. Closely tied to this is the material one wishes to cut which will determine the rigidity needed. The quality requirements of the machine are also determined by the expected tolerances while balancing the budgetary requirements. Aside from these, obvious properties of some multiaxis equipment are better suited for certain types of work than others.
Head/Head machines with long X or Y – axis linear travel but limited rotary axes travel: Manufacturing aerospace wing and fuselage panels is a good fit for these machines. Wings are designed for strength but kept as light as possible. There are a lot of tapered wall pockets perfectly suited for Swarf type toolpaths. Typically these parts are made from solid billets in 2 set-ups.
Some parts are long but very slim. Wing stringers are a good example for this. They are typically made of special extrusions which can be over 15 m long. They were used to be made on similar machines as in Fig. 1, involving multiple set-ups and elaborate fixturing. The part would tend to deform between set-ups because material would be unevenly removed first from one side, then from the other side in a second set-up. The machine in Fig. 2 solves this problem.
This machine is well suited for machining long extrusions like the one shown in the figure. This is a 5-axis machine with X, U, Y, Z and A-axis. The U-axis moves parallel with the X-axis and it is used to grab and pull the extrusion between the 2 sets of rotary jaws. The cutting takes place in a narrow but rigid corridor in sections. The length of the parts is only limited by the support system on either side of the machine.
If one’s existing equipment is sitting idle waiting for programs, they must scrutinize their work flow, CAD/CAM system’s capability, and also the programmers’ and operators’ proficiency.
Head Table machines with long X-axis travel: If the plan is to manufacture long parts which require a lot of rotary motions in one axis and limited rotary motions in the secondary axis, the head/table machine configuration should be considered (Fig 3). This rotary pivoting configuration is highly suitable for manufacturing long rotary parts. The weight of the part is supported by a steady rest and the part is rotated around its center of mass. Inertia is an important consideration when using multiaxis machines.
Head/Table configurations are one of the most versatile choices for a variety of other multiaxis applications because the steady rest can be quickly removed and the space for mounting additional fixtures can be used and customized fixtures can be built to suit special jobs. Head/Table machines come in many forms and shapes.
Rotary Table – Tilting Head combination : The Rotary Table and Tilting Head configuration (Fig. 4) is not suitable for long parts but is adaptive for a variety of multiaxis applications.
The common characteristic of rotary table, tilting head machines is that they tend to rotate the workpiece around its center of mass while maintaining the capability to reach all its features by tilting the head. These machines come in many sizes. They are used in a wide variety of applications: from manufacturing small medical parts where precision and speed are the main requirements to manufacturing large earth-moving equipment parts where rigidity and horsepower are needed.
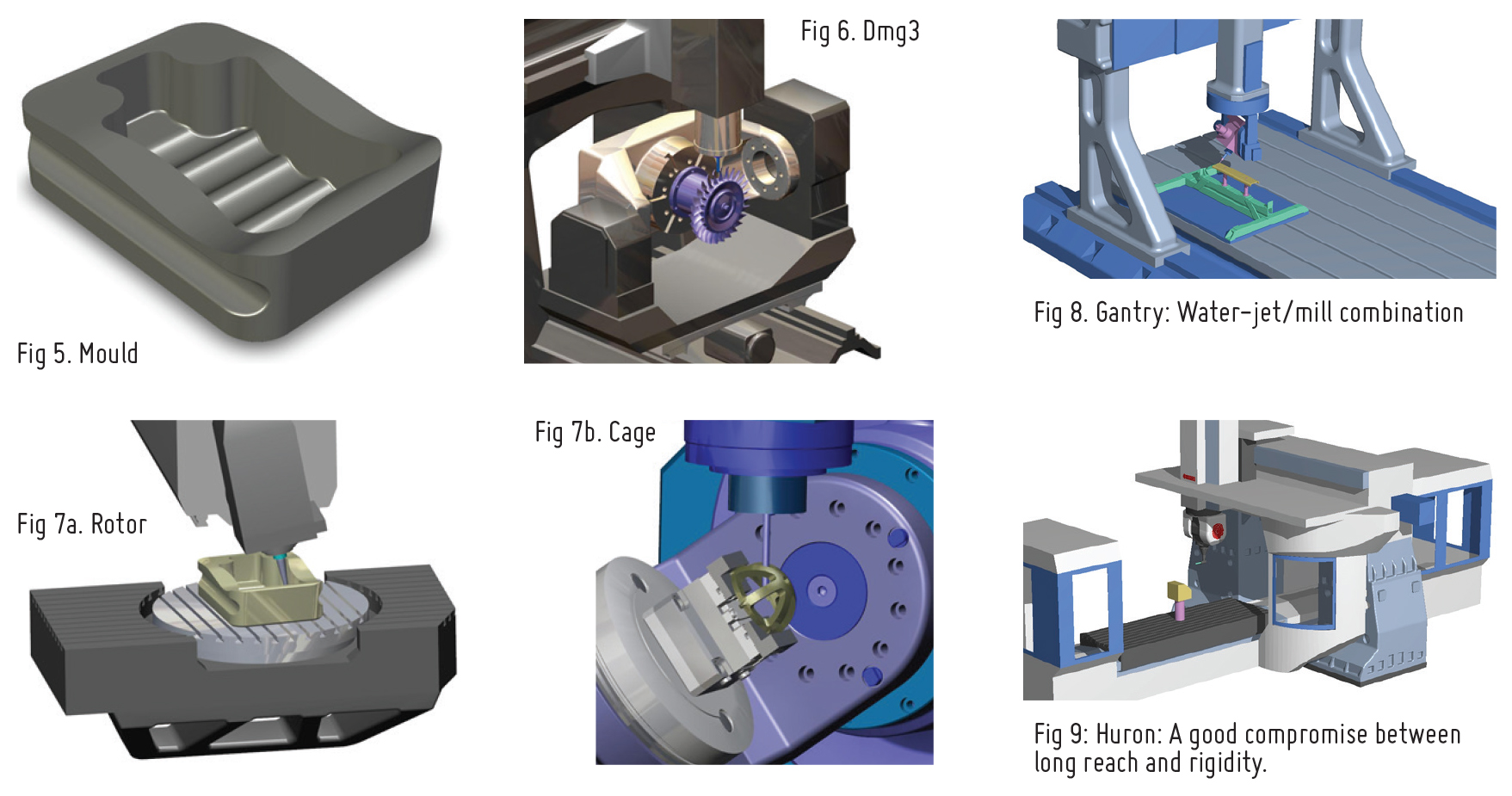
In the die and mould industry (Fig. 5), most of the roughing operations are done on 3-axis vertical or horizontal machining centers. In this manufacturing field, the challenge is to cut deep cavities or tall cores. These deep cavities have shallow side angles, usually 1 or 2 degrees on the side walls and a lot of times an uneven floor with small fillets on the bottom. Cutting these fillets on a 3-axis machine requires long ball nose cutters. In such scenarios, one must only take small steps, causing long cycle times. Else, the tool would deflect from the cutting forces, causing vibration, excessive cutter wear and poor surface finish.
Using a 5-axis machine allows the use of tapered ball nose cutters. One can still have the same ball-nose diameter but the tapered configuration makes the tool way more rigid. The ability to tilt the tool also lets one use a shorter cutter. This allows to take more aggressive cuts shortening the cycle time. The rigid tool will not deflect, there will be no vibration caused by the change in deflection, tool life will be increased and a precise, good quality surface finish will be achieved (Fig. 6).
Table / Table machines : These machines are the most common configuration (Fig. 7). The part is fastened to a dual rotary table and is rotated around the tool. Here, inertia is a consideration. The dual rotary table is either mounted to a table or is a dedicated dual rotary component of the machine. These machines are not suited for manufacturing long parts. The work envelope is fairly limited especially when certain tool changer limitations are considered. Despite that, this configuration is highly popular. Table mounted units are not very rigid. But dedicated dual rotaries can be both agile and rigid. They are equally well suited for 3+2 indexing work and for simultaneous multiaxis work.
Gantry type Head/Head machines : These are used for large parts mostly in aerospace, marine, oil and wood industry. This configuration (Fig. 8 & 9) allows long linear travels. Some can change heads, not just tools. Rigidity and precision are not their strong suit, long reach capability is.
Simplifying machine motion
This article covers only the most popular machines with some suggested applications based on experience. It is recommended to spend some time on the initial research when choosing a machine; research not only on the machine, but also on the intended use.
It is essential to be sure to get a capable, well-supported CAD/CAM system and then learn how to drive multiaxis machines. The goal is to simplify machine motion instead of creating excessive motion to impress.
It is essential to be sure to get a capable, well-supported CAD/CAM system and then learn how to drive multiaxis machines.

 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe