


UNLEASHING THE POWER OF POSSIBILITY

Simulation provides manufacturers the ability to analyze and test a new or revised product design and implement high-efficiency manufacturing lines to ensure products are created quickly, accurately, and at volume. Here’s knowing one of the advanced technologies that has become imperative in high-quality manufacturing…
Every year, billions of products are made and sold across the world. Each of these products, regardless of volume, is made in facilities that follow certain steps to create, assemble, test, and ship. One misstep can cost time and money. The same is true for product design. One design flaw can lead to reliability issues – and lost customers. Anything left to chance opens the door to risk. When experienced manufacturing engineers model, simulate and analyze a product or system, they significantly shrink that risk.
And the manufacturing industry agrees. A recent survey showed that 75 percent of manufacturing executives believe simulation is critical for success. This shift is driving tremendous growth in the market, with simulation software expected to reach more than US$15 billion by 2026.
Simulation plays an important role when building new products or introducing changes to existing products. When building innovative or complex products, companies can speed time to market and identify potential issues by using simulation to visualize the end-to-end production process and product lifecycle.
This includes determining the most effective assembly line setup to prepare to meet demand or transitioning a line to a next-generation product. It can determine optimal line layouts, decrease bottlenecks, and improve every step of the manufacturing process. The simulation also provides insight into the steps taken in a product’s lifecycle, including how it is made, how it works, and where it can be improved.
Adopting simulation in the product design process helps to reduce the number of physical prototypes and optimize the design for manufacturing. But what exactly is a simulation and how does it work?
To maximize the value of simulation, organizations need to define the KPIs they want to improve and start simulation early. Examples include increased product yield, improved scheduling, and enhanced line flows.
Simulation capabilities
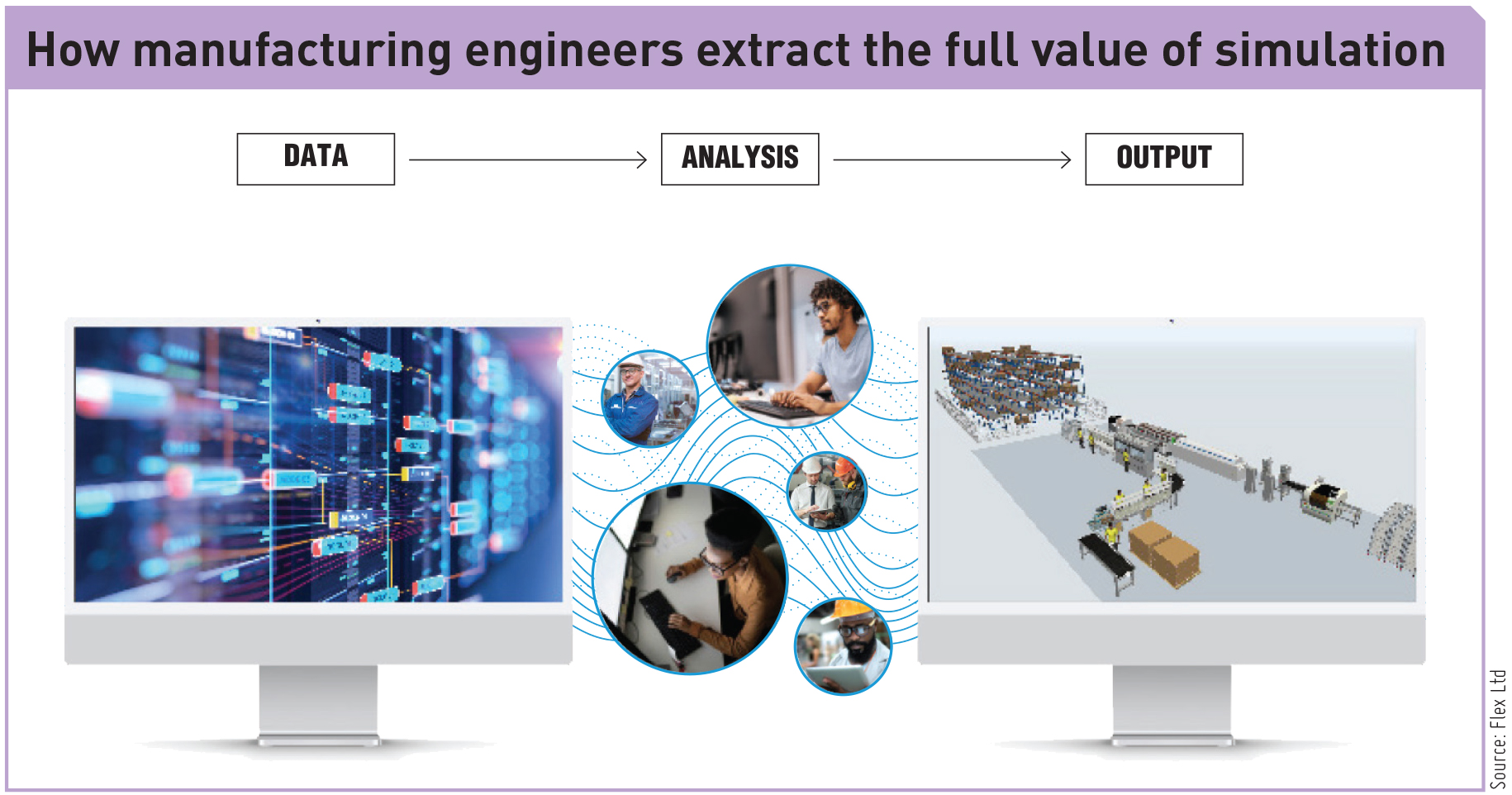
Simulation is the process of modeling a real phenomenon through a set of computer-based mathematical formulas or algorithms. By taking this approach, engineers can observe a representation of operations on an object or an environment. They then use this data to perform analysis to determine how to optimize complex products or systems. This simulation can occur ahead of any physical action such as the building of a prototype or the establishment of a manufacturing line.
It is an invaluable tool for analyzing and optimizing dynamic processes. This is especially true when mathematical optimization of complex systems is impossible using traditional methods – and when conducting experiments within real systems is too expensive, time consuming, or even dangerous.
Because it involves running an extensive range of scenarios, simulation provides engineers with a controlled and precise methodology in support of objective decision-making.
The most critical consideration for any simulation project is to ensure a clear understanding of the variables, constraints, and information needed. This is most often the longest part of a simulation initiative. Ultimately, the quality of the data input plus the engineers’ expertise determines the quality of the results.
Simulation analysis yields the best results when performed by a dedicated team of engineers who specialize in simulation and have the deep critical thinking and problem-solving skills required to optimize the process or product design.
The result of well-applied simulation can include a range of benefits, including speeding time to market, creating better, more reliable products and more.
The three types of simulation that are used for design, manufacturing, or logistics simulation are Discrete Event Simulation, Design for Reliability, and Finite Element Analysis. Each type addresses different optimization challenges.
Discrete Event Simulation
For any product, understanding the steps and interactions of multiple processes is key to optimizing production. When modeled, simulated, and analyzed, these steps offer important insight into the overall process. This practice in the Manufacturing industry is called Discrete Event Simulation (DES) and is probably the most frequently used type of simulation.
The three types of simulation that are used for design, manufacturing, or logistics simulation are Discrete Event Simulation, Design for Reliability, and Finite Element Analysis. Each type addresses different optimization challenges.
DES models real-world phenomena or a system of operation as a sequence of discrete events. Real-world phenomena with stochastic elements cannot always be mathematically modeled and evaluated, and it is even more difficult to represent them graphically or with objects.
Using DES, these high-complexity systems can be modeled and analyzed to help make business decisions and drive improvements in various ways. In some cases, and applications, DES is the only way to study a system and make improvements due to the fact that the system is so large and complex that any other method will take years to model, statistically study and then make needed changes (assuming the real-world system still exists and has stayed the same since the study started).
Since DES is a representation of a physical system, it allows the testing and experimentation of an existing or current system under various scenarios and provides insights based on those scenarios. This is a very powerful concept. In theory, a real-world model is being copied in a software-created environment, creating a ‘digital twin.’
Using this digital twin, DES allows for the possibility of ‘what-if’ scenarios to be evaluated. Because the system is being represented by a model, it is easier to experiment and try various types of conditions without affecting the actual system or the process that is occurring – something of critical importance in time-constrained situations or when an actual production line cannot be modified.
It can also be used in the planning process long before a real system is installed. Extensive analysis tools, statistics, and charts let users evaluate different manufacturing scenarios and make fast, reliable decisions in the early stages of production planning.
DES ensures a product is fit for manufacturing and end-use. It does this by simulating factory environments such as production lines, automation solutions, logistic operations, or other manufacturing processes. Some of the parameters include yield, volumes, headcount, layouts, and more. This allows industrial engineers or process engineers to improve productivity, increase volumes, optimize layouts, reduce lead time, and reduce work in progress.
Finite Element Analysis
The second type of simulation, Finite Element Analysis (FEA), is a computational analysis used to predict how a product or component will react in a real-world environment. For example, FEA can predict if a product will break, wear out too soon or work as designed. Engineers rely on FEA simulation to reduce the number of physical prototypes, as well as run virtual experiments to optimize their designs.
The goal of FEA is to ensure a product can handle various types of stress. This data is then used to optimize the design of a part to improve an overall design, avoid possible failures, and validate the existing geometry for its application.
FEA makes predictions, based on many physical effects such as Electrostatics, Electrodynamics, Fatigue, Fluid flow, Heat transfer, Mechanical stress, Mechanical vibration, Motion, and Plastic injection molding. FEA is commonly used before parts are fabricated but can benefit existing products for design validation purposes.
The mathematical principles of FEA are also useful in other areas, such as computational fluid dynamics (CFD).
FEA focuses on mechanical structural assessment to find out the strength/deflection of a design, while CFD focuses on a fluid flow assessment to determine how a design interacts with air, water, and other elements.
Together, FEA and CFD algorithms built into modern software tools give engineers access to what are essentially mathematical superpowers.
To run an FEA simulation, mathematics is used to generate a mesh. This typically contains millions of small elements that make up a product’s overall shape. It is a highly sophisticated way of translating a 3D object into a series of mathematical points that can then be analyzed.
Once the mesh is created, FEA analyzes each finite element, adding up all of the individual behaviors to predict the behavior of the actual object. Because the calculations are done on a mesh, rather than the entirety of a physical object, it means that some approximations need to occur between the points using different modes of accuracy. For instance, there is a square approximation, a polynomial approximation, and a discrete approximation. Each of these techniques increases in complexity while increasing the accuracy of results.
As a result, with FEA, product makers can improve product reliability, reduce the steps of physical testing and simulate ‘what-if’ scenarios.
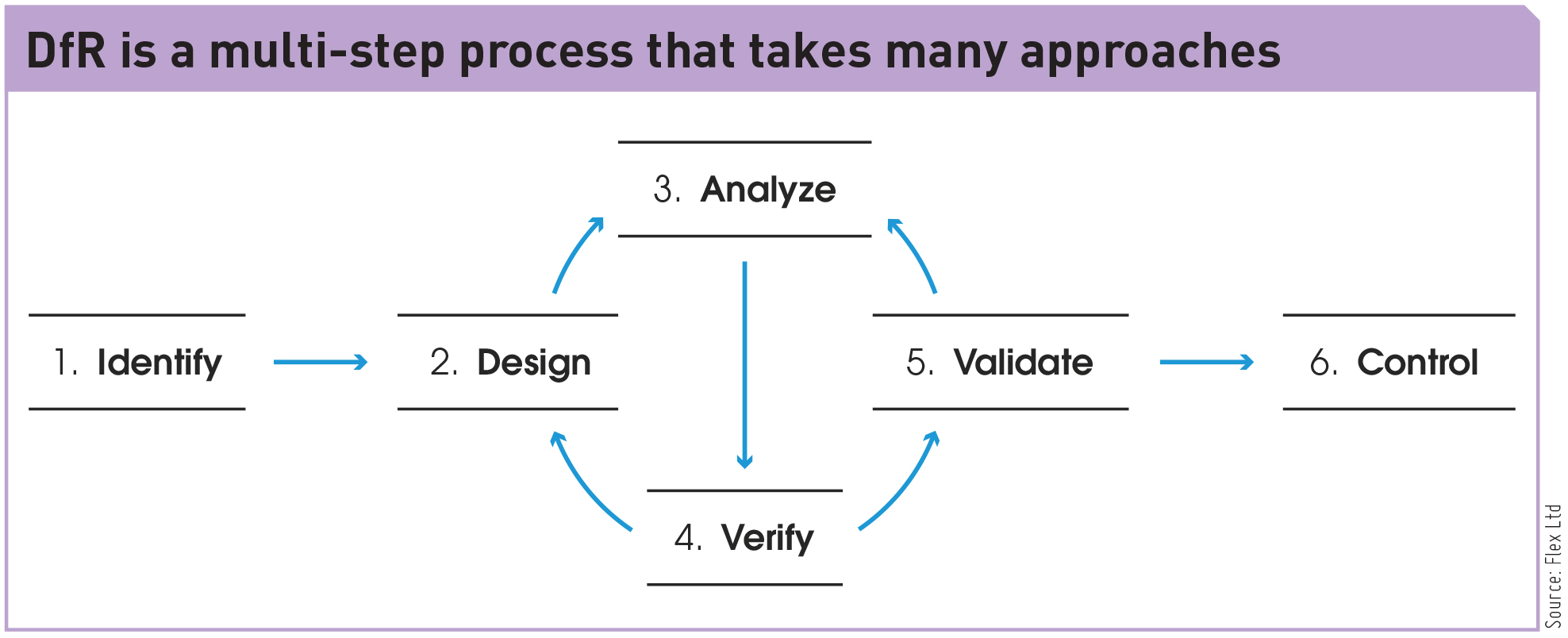
Through DfR, which is often part of a Design for Excellence program, engineers identify high-risk areas and select tests for validating results. The next step is to reduce or eliminate, potential failure modes prior to production release.
Design for Reliability
The third type of simulation, Design for Reliability (DfR), is a process used to ensure products and systems perform a function within a given environment over the desired lifetime. It encompasses the use of an entire set of reliability engineering tools, along with the expertise to know when and how to use these tools.
Typically, engineers implement the DfR methodology in the beginning as an early concept, but it can also be applied all the way through to product obsolescence. Either way, the goal is to ensure customer expectations for reliability are met with low overall lifecycle costs.
Through DfR, which is often part of a Design for Excellence program, engineers identify high-risk areas and select tests for validating results. The next step is to reduce or eliminate, potential failure modes prior to production release.
DfR helps product makers meet reliability targets, mitigate risk from defects, optimize product design, reduce costs, and satisfy end customers.
At the core of DfR is the physics of failure, which includes testing to identify issues and statistical analysis to determine reliability prediction. This data can then be used to recalibrate as needed prior to physical prototyping.
Mean Time Between Failures (MTBF) is an important DfR tool, which predicts elapsed time between inherent failures of a mechanical or electronic system during normal system operation. MTBF is calculated as the arithmetic mean (average) time between failures of a system. This analysis is used for repairable systems. Mean Time to Failure (MTTF) is the expected time to failure for non-repairable products or systems.
Using MTBF calculations, an engineer can improve a design by understanding points of failure. For example, an engineer wants to evaluate 144 components found in a bill of materials for planned usage in a printed circuit board.
Using calculations under different operating temperatures, the engineer determines that 20 of the 144 parts are identified as high risk. The engineer then submits these parts for consideration to be replaced by parts that perform well at the higher operating temperature.
Another example is determining that 53 parts in a design will last ten years, while 11 will last for three years. This finding indicates a need to replace the 11 parts to be comparable with the longer-lasting parts.
DFR provides the simulation needed for:
- Cost control: On average, a considerable portion of a project’s budget is typically allocated to design
- Preserving profits: Products get to market earlier, preventing erosion of sales and market share
- Product differentiation: As products reach maturity, there are fewer opportunities to set products
apart from the competition through traditional metrics like price and performance - Reliability assurance: Advanced circuitry, sophisticated power requirements, new components,
new material technologies, and less robust parts make ensuring reliability increasingly difficult.
The right simulation approach and expertise from goal setting to analysis and optimization will help ensure that products and systems will be their very best – now and in the future.
Simulation provides value across industries
Regardless of the industry, simulation offers many benefits, including higher reliability, faster time-to-market, and greater production line flexibility.
Automotive
What once was a simple engine, four-wheel and a chassis is now a connected smart computer that travels by road. The high-tech components, such as smart sensors, navigation systems, overhead consoles, and more, are important for safety and must be extremely reliable. When designing and assembling these ‘brains’ of the system, simulation plays a key role in predicting weak points related to hundreds of tiny parts.
When applied before physical prototyping, FEA simulation can indicate where component adjustments are needed ahead of fabrication. This helps improve reliability, shorten regulation cycles, and save automakers money by getting it right the first time. DES is also especially valuable as setting up a line can be quite time-consuming, particularly in the approval process phase of production parts.
Cloud
FEA and DfR simulation are ideal for the design and production of servers and other cloud infrastructure components to ensure the highest reliability in extreme situations, where temperature control is key. DES simulation can also play a role in determining how to rapidly bring high-demand products to market.
Healthcare
DES simulation can map necessary steps, determining the best process – even before a line or process is established. DfR can ensure the reliability of design, such as a glucose monitor or fluid delivery system, before engineers create a single physical prototype.
Industrial and communications
DfR simulation is highly valuable in the early design phase of industrial products. This is where makers have the opportunity to strengthen their designs for maximum value and operation. DES also plays an important role in setup and optimization, as these types of products require complex manufacturing lines.
Futuristic technology
The demand for simulation will continue to increase across manufacturing to meet the growing need for increasingly more complex products and systems. Simulation’s vast capabilities enable companies to continuously push the edge on what is possible, creating more reliable, feature-rich products that help make the world a better place.
To realize maximum value from simulation, product companies have two options: Invest in simulation tools and develop their own in-house expertise, or Choose a manufacturing partner with deep expertise in simulation, optimized manufacturing models, and standard procedures and practices for every step along the way.
The right simulation approach and expertise from goal setting to analysis and optimization will help ensure that products and systems will be their very best – now and in the future. Simulation on the manufacturing floor and in design centers has become a best practice among leading manufacturers and will continue as companies look for better ways to design and build the next generation of innovative products.
Source: Flex Ltd.
Flex is the manufacturing partner of choice that helps a diverse customer base design and build products that improve the world. Through the collective strength of a global workforce across 30 countries and responsible, sustainable operations, Flex delivers technology innovation, supply chain, and manufacturing solutions to diverse industries and end markets.
 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe