


IN PURSUIT OF PERFECTION

Redefining mobility with eco-friendly raw materials and greener alternatives, Tata Motors is poised to help India achieve its net-zero carbon emission goals. The company is committed to being among the leaders of green mobility in India with innovative and futuristic electric vehicles. With this motive, Tata Motors plunged into the electric vehicles business and is currently leading India’s electrification journey with exciting, eco-friendly products like Tigor and Nexon EV with 88 percent market share. In a bid to fortify its position in the segment where it is the first mover, Tata Motors plans to have a portfolio of 10 EVs over the next five years in various styles and driving range options at various price points.
With an eye on expanding its global footprint across the globe, Tata Motors soon will be launching Pure EV Platform cars like Avinya
Trigger for productivity improvement
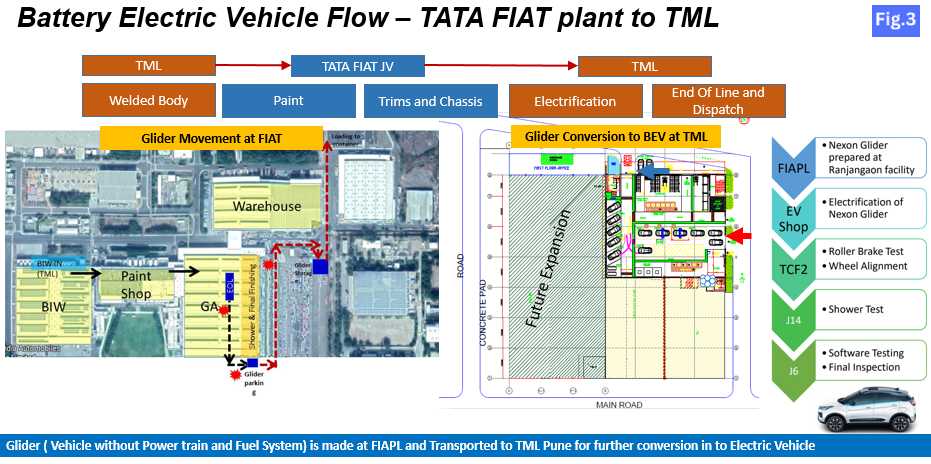
With an innovative design adoption, Nexon ICE (Internal Combustion Engine) vehicles have been converted to Nexon BEV (Battery Electric Vehicles). This adoption has resulted in faster product development and product availability for validation and mass production.
A separate EV plant for a nascent market would have been a huge amount of investment sitting on the potential of emerging volumes. To avoid a huge investment in an emerging product, newer technology, and overall forecasting, it was decided to split the process at two different manufacturing locations, i.e. Tata Fiat JV and Tata Motors’ Pune Plant.
EV Shop, which could be mistaken for a prototype lab, had no fancy assembly line; Nexon SUV bodies designed for gasoline models were wired and fitted with battery packs by hand. Initially, just eight SUVs were made in a day. But the demand had shot up multi-fold over the two years since the Nexon EV’s launch, and, hence, the team faced the challenge of meeting rising customer demands. Constraints in the existing shop layout and facilities, production ramp-up within the available footprint, and no provision of the Capex for the sudden ramp-up were key challenges to deal with.

Solution generation
To drive these improvements, a special CFT (Cross Functional Team) was formed that took a holistic approach toward productivity improvement. Rather than focusing only on time and motion-based improvements, the team explored all possible levers to minimize efforts and maximize the output. A special task force of LCA (Low-Cost Automation) was roped in to bring innovative solutions to overcome various challenges.
The team identified the following levers to work on and bring in collaborative efforts to result in exponential growth in productivity— • Line Balancing, • Layout Optimization, • Design for Assembly, • Ergonomics Improvement, • Rework Reduction, • Innovative Material Handling, • MUDA Elimination, and • Automation.
Description of Levers
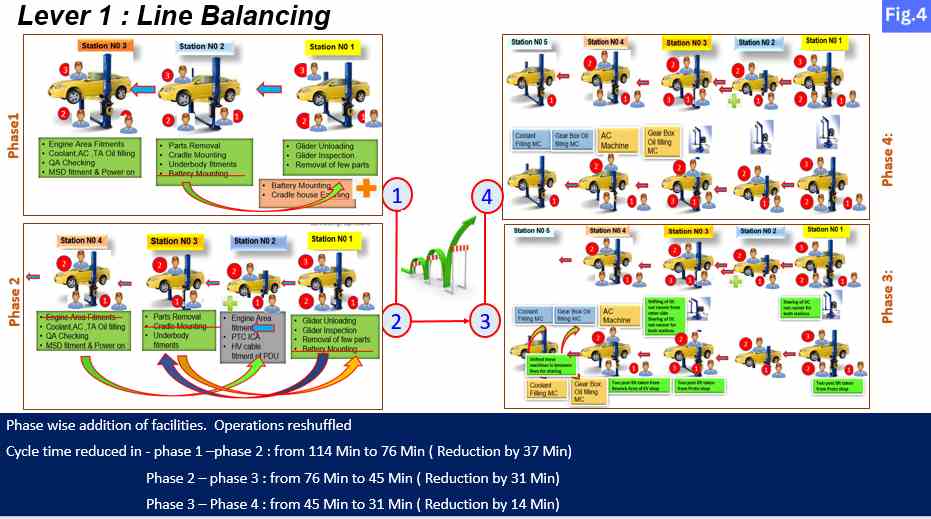
Line Balancing and NVA (non-value added activities) Elimination Line Balancing operations were done to evenly load all the stations. NVA activities were identified and small kaizens were done by the LCA team. (Fig 4)
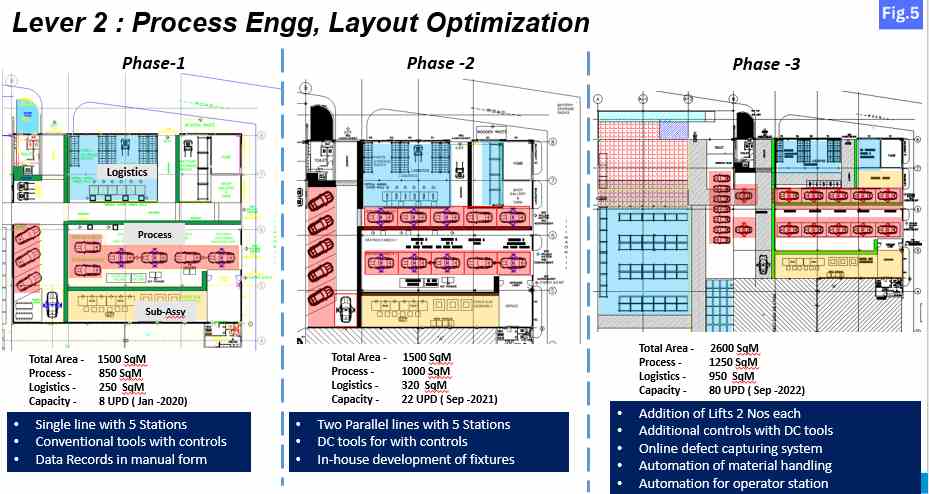
Layout Optimization: Considering the space constraints, the layout was modified frequently for optimum use and to establish a pull flow to ensure smooth processes. (Fig 5)
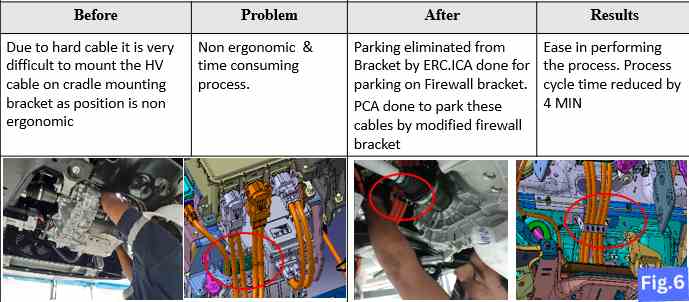
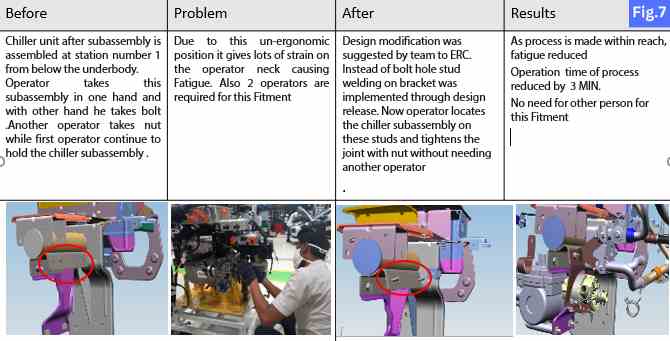
Design for Assembly: Eighteen design modifications were implemented in Design to facilitate ease in the assembly process eliminating the cycle time of the process. (Fig 6 & 7)
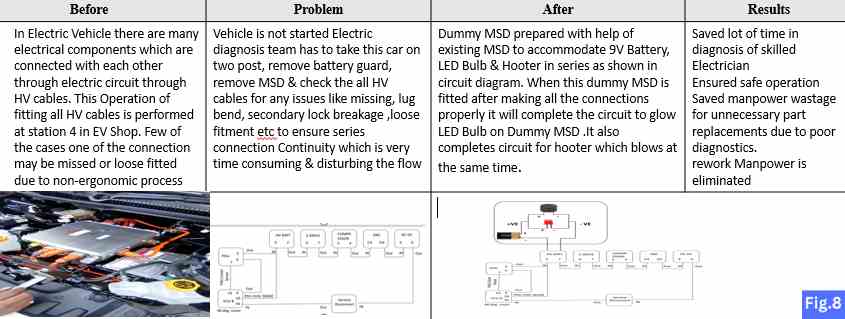
Rework reduction through an Innovative Approach: Rework is a big waste in the process. Special focus was given to eliminating any rework activities that consume resources. Four design, 7 process improvements, and 2 poka-yoke (mistake-proofing) actions were carried out to eliminate rework. One such innovative poka-yoke is shown in Fig 8.
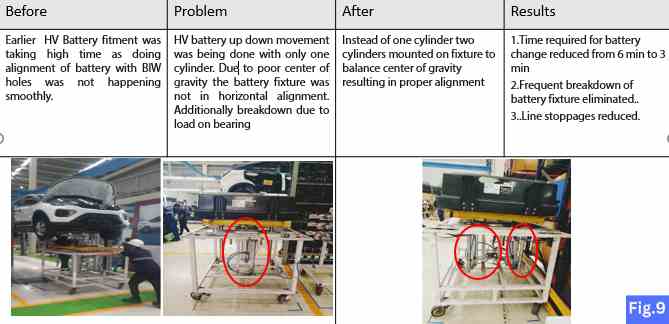
Innovative Material Handling: Innovation is pivotal in improvements. The LCA team developed several innovative material handling equipment which reduced efforts and facilitated doing the task with less effort and in less time. Twelve such innovative material handling equipment was developed by the in-house team with zero Capex investment. (Fig 9)
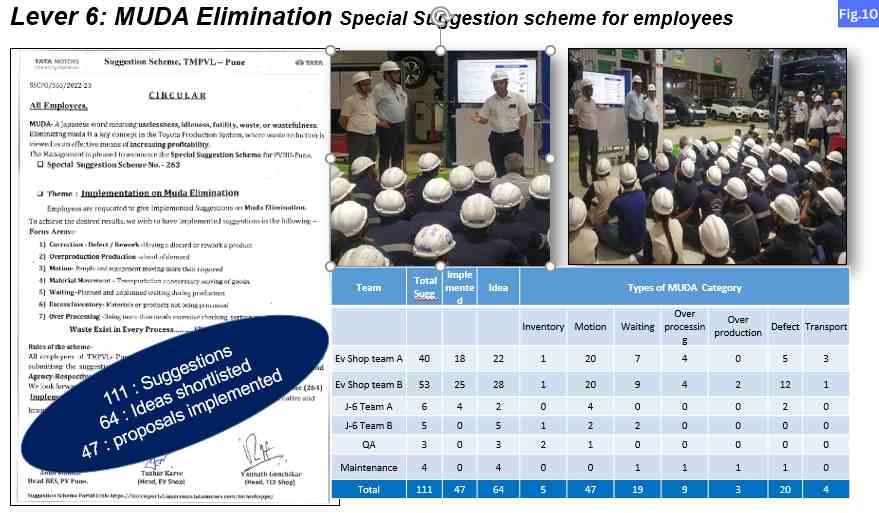
MUDA Elimination: Shop floor team members’ involvement was very crucial in this journey. Special suggestion schemes were launched for employee participation in identifying the wastages in the processes and eliminating the same. Out of 111 suggestions, 47 suggestions were implemented, resulting in 24 minutes reduction in the work content. (Fig 10)
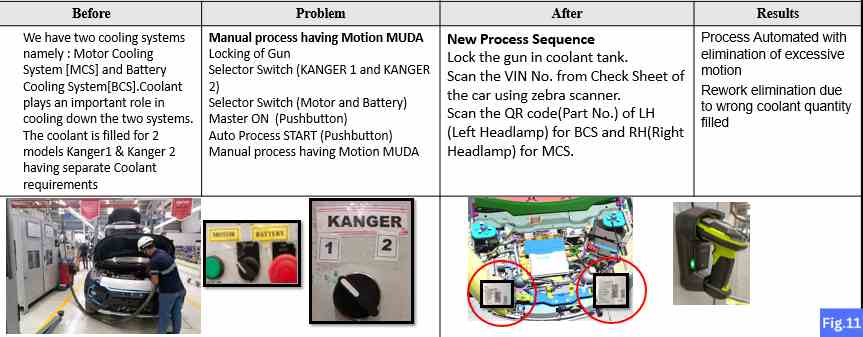
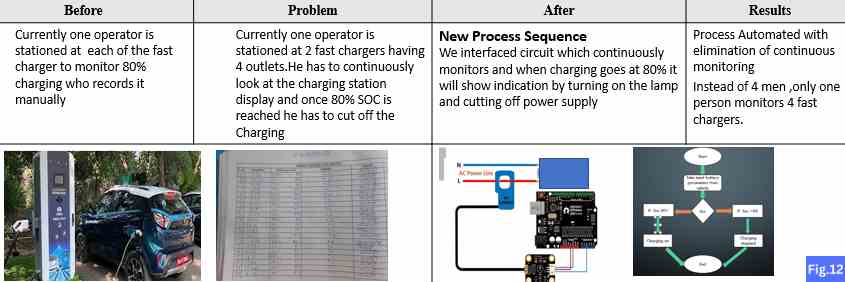
Process Automation: Manual interventions in the processes were eliminated through the automation of several critical-to-quality processes. This eliminated excessive movement and additional inspection checks required for certifying quality. (Fig 11 & 12)
Ergonomics Improvement Initiatives: A Kaizen event was organized to identify non-ergonomic postures requiring more effort and leading to fatigue to the operator which indirectly has a strong bearing on his ability to perform. (Fig 13)
Results on business matrix
With this agile response from the Manufacturing team, a 10x improvement in the capacity was realized with innovative and optimized solutions, causing Capex avoidance of `206 lakh and improvement in quality matrices as an additional benefit.
This improvement has helped Tata Motors gain a market share of 88 percent in the Electric Vehicle industry.

All these improvements are built upon the guiding principles of Tata Motors’ leader JRD Tata who believed that productivity and efficiency can be achieved only step by step with sustained hard work, relentless attention to detail, and insistence on the highest standards of quality and performance.
Rework is a big waste in the process. Special focus was given to eliminating rework activities that consume resources.
Manual interventions in the processes were eliminated through the automation of several critical-to-quality processes.
This eliminated excessive movement and additional inspection checks required for certifying quality.

BHAGWAN BHOSALE
Deputy General Manager
Electric Vehicle Operations Incharge
Tata Motors Passenger Vehicles Ltd
 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe