


INNOVATIONS FOR THE AIR

An interesting read on how Plant-8, Aerospace Division, Godrej & Boyce Mfg. Co. Ltd, increased its production rate of a critical defence system, the challenges encountered in the process, and the innovative solutions that emerged through them.
Plant-8, Aerospace Division of Godrej & Boyce Mfg. Co. Ltd was faced with an urgent need from a customer that required ramping up of production of one of the critical systems for the defence of the country as the border tensions escalated. The requirement was to produce at double or triple the speed as soon as possible.
Key concerns
If the production had not been ramped up, the team at Plant-8 would not have been able to supply enough weapon systems to secure the border fully. This would have made the nation insecure to that extent and affected the morale of the forces. The other option of importing would have been very costly and time-consuming, apart from the risk of sabotage during transportation from overseas.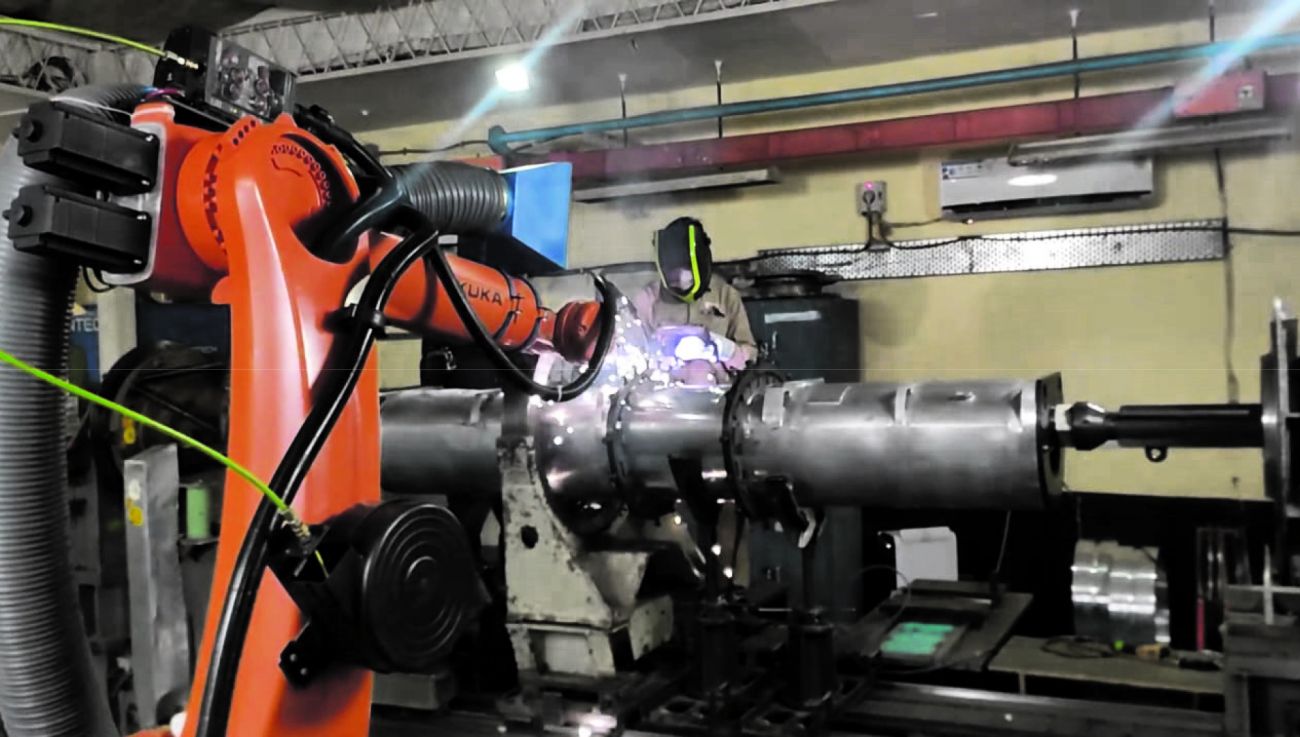
The challenges faced while executing the project were:
- The rate of production could have been increased by capacity expansion, but that would have required importing machinery, which required time in months.
- The rate of production could have been increased by recruiting additional manpower, but that would have required training them on niche skills in assembly and testing, so again it would have required time in months.
- While the ramp-up of assembly and testing activities was started with productivity improvement efforts, it required components to be available in increased quantities. Outsourcing component machining to new suppliers was a challenge due to their technical understanding of the requirements.
Solution generation, innovation, and complexity
Re-designing of manufacturing system:
The final deliverable consists of 35,000 manufacturing and QC operations to make 2,900 types of parts and sub-assemblies and to integrate them into final assembly. The team approached the problem with industrial engineering tools like Value Stream Mapping, Layout Optimization, and Virtual Line Balancing (since a physical Line Set-up was not a possibility being a brown-field project under pressure of ramp-up).
The team was operating with a Process-oriented Layout where one type of manufacturing process e.g. machining or welding was centralized in one area of the shop floor. They changed it to a Product-oriented Layout where different processes required for a certain sub-assembly were brought together to form Work Centers. These Work Centers work in parallel at a balanced speed of output to match the takt (required output rate) at the end of the (virtual) Line.
Leveraging the takt-based repetitive manufacturing set-up:
As the team switched to a Product-oriented Layout as above, it gave the people the opportunity to get on a quick learning curve since they were now doing the same work repetitively every day. That brought in consistency and speed in their output. It also allowed the team to perform time study in a focused way to consult their Japanese consultants and to reduce the process cycle time.
The operators could do better Kaizens in their respective tasks, contributing to productivity improvement in a big way. The Work Center In-charges developed an entrepreneurial attitude as they saw themselves accountable for the delivery of products at a targeted speed. They started creating a pull in the system, and the ownership of the quality of the deliverables increased as it would be visible if any stoppages happened in the (virtual) Line due to the unavailability of supply from previous Work Centers.
Rolling the juggernaut in a virtuous circle: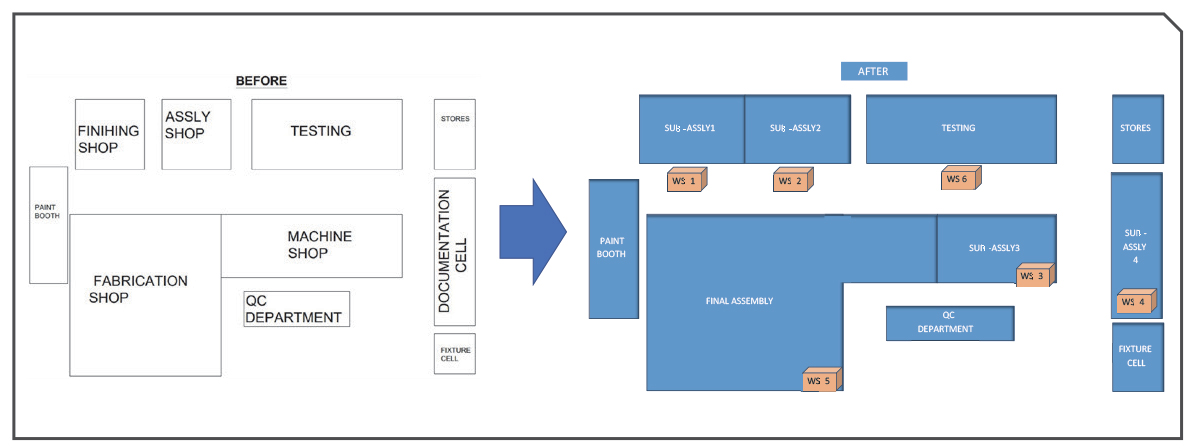
The team then focused inside the Work Centers. Respective Work Centers In-charges developed their own VSMs, and identified bottlenecks that were deciding the throughput from their Work Centers. Focused Kaizens were ideated and implemented, like low-cost automation of set-up of long shells from horizontal position to vertical position, etc. Manufacturing processes were reviewed and modified, like changing over from welded sub-assemblies to fully-machined sub-assemblies to reduce quality issues, inspection requirements, and material movement.
Then the micro-level study of workstations was taken up, using IIoT to monitor True Value Added (VA) time e.g. Spindle Run Time in machining, Arcing Time in welding, etc. That gave huge insights and a positive pressure on the operators as they realized the amount of NVA present in their working methods. That made them vigilant and True Capacity Utilization started improving.
The above step-by-step drill-down improved productivity multi-fold, and as the speed of production was seen improving, the team got the motivation to improve further, thus putting the juggernaut in motion in a virtuous circle.
|
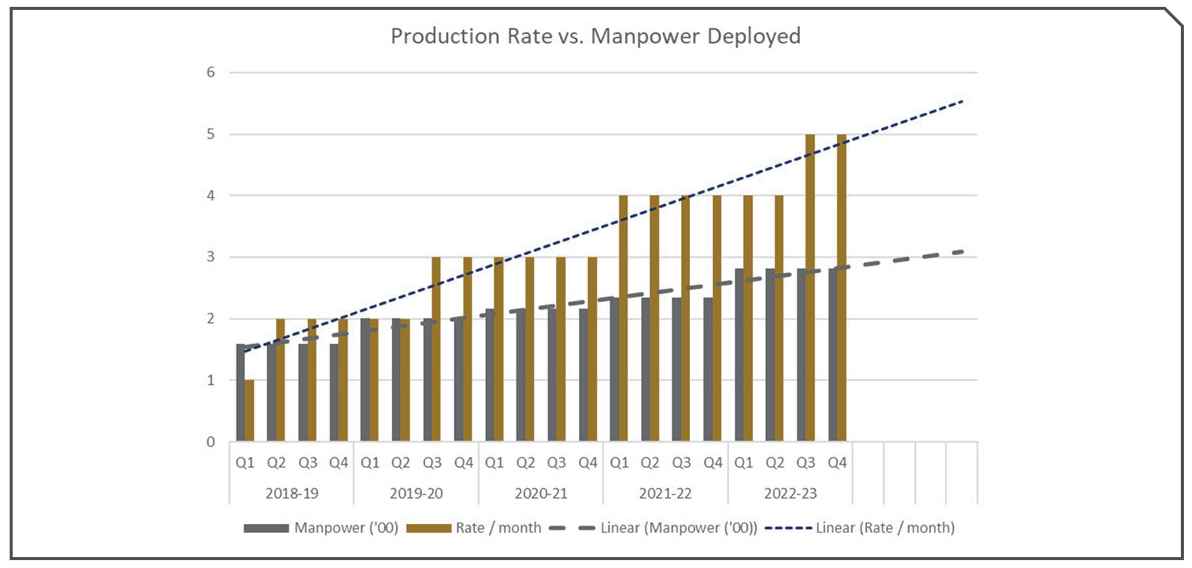
As the team tripled the rate of production (reaching 2.5 times by Mar-23, with a target of 3 times by Mar-24), they only increased manpower by 1.8 times (with no additional plans until Mar-24) and augmented capital by a modest 30 percent. |
Implementation
A CFT comprising of representatives from Engineering, Purchase, Production, Safety, Quality Control, and HR was formed with specific tasks in respective areas aligned to the overall goal of delivering 6 systems per month.
Re-thinking on policies and business processes:
The main challenge was to simplify the processes both in offices and shop floor for the people to deliver faster on their respective tasks. Purchase needed more authority to negotiate by giving an incentive to willing suppliers. The engineering needed advanced software to simulate and re-model the processes. The production team needed a more visible recognition of incremental improvements/Kaizens. All of these were thought across and new norms and policies were introduced, thus making it possible to meet the timelines.
Protecting the environment even as the production was increased:
This business runs with the raw materials provided as free issue material by the customer, due to the specialized quality requirements. In the COVID period, the supply was affected. The team generated ideas to save material through two approaches:
- Value Engineering efforts involved modifying input material conditions and weights, such as considering near-shape forging instead of solid cylinders.
- Recycling scrap, a substantial amount (up to 80% in the Aerospace industry), by sending it to the smelters. Both initiatives were in line with the environmentally conscious philosophy embraced wholeheartedly by the company.
 |
Panchal Deepak C Plant-8, |
 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe