


ENHANCING PRODUCTIVITY

The team at Tata Motors Passenger Vehicles had to resort to initiatives to achieve a significant reduction in losses and the targeted production volume for the Nexon, which, in turn, helped the company improve supplies and meet demand.
Nexon is the first compact crossover SUV from Tata that was first displayed as a prototype in 2014 at the Auto Expo before being launched in 2017. It proved to be a masterstroke and a breath of fresh air capturing the hearts and minds of the public at large. The Tata Nexon entered a market segment that was highly competitive and could even be said to be saturated today. Yet, it found its way to becoming a bestseller. Its sales figures have risen year on year with the pandemic proving to be just a blip on the radar. Tata simply changed the rules of the game by making safety an imperative. The Tata Nexon became the first Indian vehicle to score a perfect five stars in the GNCAP test, establishing a new benchmark for the automotive market. Suddenly, just like price and fuel efficiency, the emergence of safety norms had the Indian public asking questions related to it. Safety became the new buzzword, and Tata cars were ahead of the competition, giving the Nexon the boost to become one of India’s top-selling vehicles.
The increasing customer demand, multiplying significantly each month, placed immense strain on the old facility, resulting in substantial breakdown losses attributed to machine health issues.
Since the shelf life of various equipment had expired, Tata Motors faced a myriad of challenges such as deterioration of the health of equipment, breakdown of outdated technology and no upgradation, unavailability of spares, frequent downtime for quality adjustment, increased cycle time due to the condition of the equipment, non-adherence to preventive maintenance, and difficulty in getting a line for maintenance activities.
These issues led to the risk of losing potential customers in the market.
To resolve the above challenges and ramp up production from 500/day to 650/day, a cross-functional team, comprising all the departments, was formed and Project Pheonix was launched to timely achieve the target.
The team used a data-based approach for loss analysis and based on the losses, theme-based initiatives were rolled out with each CFT member leading one initiative.
Taking charge of the losses
The team could significantly make improvements in machine health, reduce various losses, and adopt new technologies by resorting to loss analysis, innovation, digitization, effective project management, learning initiatives, and horizontal deployment implementation. This helped them to move from a quality-by-inspection approach to a built-in-quality model.
Loss Analysis: Data-driven approach was used to identify various losses prominently observed through HPC (Hourly Production Chart) and separate teams were identified to lead different losses. The identified losses include breakdown loss, measured by MTBF (mean time before failure) and MTTR (mean time to recovery, repair, respond, or resolve); motion loss, associated with logistics; speed loss, associated with cycle time; quality loss, pertaining to sealant inspection; and set-up and fixed loss, involving tip change and dresser cleaning. Additionally, minor stoppages loss was identified and categorized as PPS.
Breakdown Loss: Breakdown analysis was conducted based on different phenomena and 15 activities were implemented along with Horizontal deployment (HD) implementation, resulting in total time invested time of 4,520 hours.
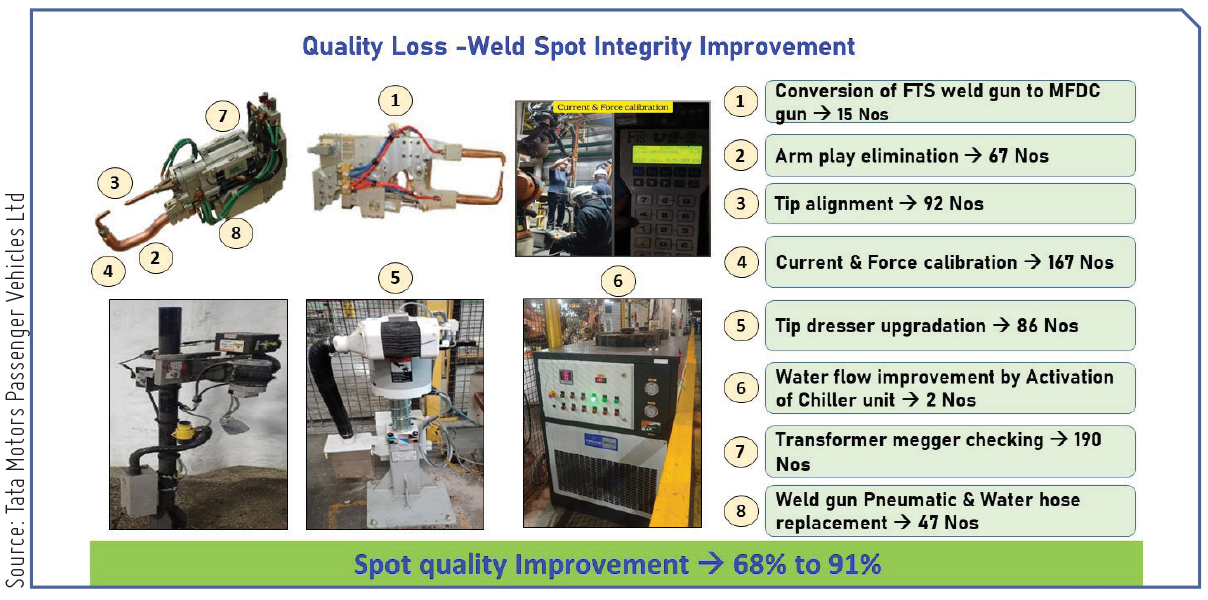
Quality Loss Elimination: Dressing-related losses to achieve spot integrity were reduced through technology upgradation, design modification, and life cycle enhancement.
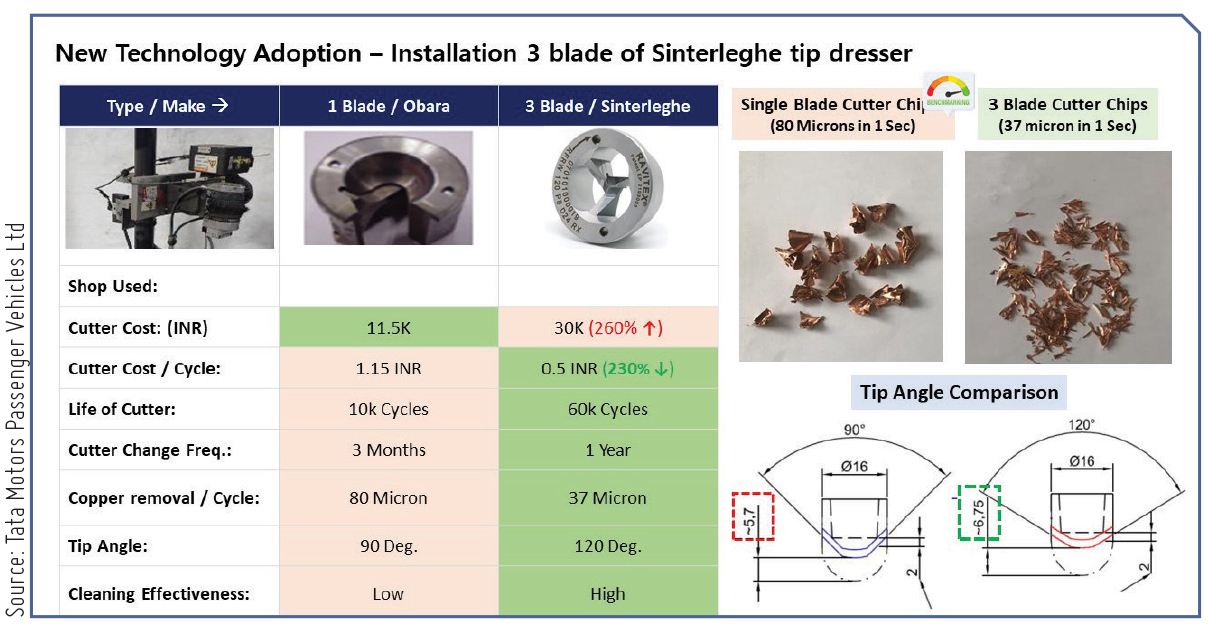
Set-up Loss: Tip change, which is a fixed loss, was reduced through cross-learning from other plants where different material composition tips were used to improve both dressing frequency as well as tip change frequency. Tip changing frequency almost doubled to ensure that the lines are run smoothly in a rhythmic way without interventions for a long time. New Technolgy adoptions like 3 blade cutters were implemented to improve the life of tip as well as cutter.
Inspection Loss Reduction: AI-based digital solutions were implemented where camera-based detection was installed to eliminate frequent human interventions for sealant checks which additionally helped to instill built-in quality in the product. These cameras check ideal sealant application with actual sealant applied. Any small deviation is captured and robots are automatically stopped which improves the robustness of the process too.
|
The team could significantly make improvements in machine health, reduce various losses, and adopt new technologies by resorting to loss analysis, innovation, digitization, effective project management, learning initiatives, and horizontal deployment implementation. |
Rework Reduction Loss: To eliminate rework loss due to wrong/missing parts, more than 100 sensor-based pokayokes were installed to ensure product quality the first time right which helped improve DIFTR (Do it first time right), causing heavy dip in the rework and associated manpower for the same.
Speed Loss Reduction: Parameter optimization, unwanted movement elimination, and balancing the work content of robots in the cells were used as levers to bring down the cycle time to the required takt time.
Reduction of Minor Stoppage Loss: Despite being the most neglected loss, it has a high impact due to its cumulative damage from repeated occurrences. Based on the top 5 high-occurrence losses from each cell through Hourly Production Chart (HPC) analysis, actions were taken through localized improvements and effective targeted preventive maintenance (PM) activities to address this issue.
All these improvements at the point level, line level, and cube level (Entire Shop) helped to get benefits for all the cells together. With a strong and rigid approach for converting quality by inspection to quality by innovation, the team could avoid many quality-related downtimes which resulted in improved quality matrices of the shop.
  |
BHAGWAN BHOSALE Deputy General Manager Nexon Weld Shop Tata Motors Passenger Vehicles Ltd |
 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe