


SETTING NEW STANDARDS

At the new CERATIZIT production plant in Kreckelmoos, two KNOLL central cooling lubricant filtration systems reliably supply hundreds of grinding machines with oil and aqueous solution – perfectly cleaned and precisely tempered to ± 0.2 Kelvin. This enables the tool specialists to achieve the highest quality and efficiency when grinding and cutting carbide rods and indexable inserts.
CERATIZIT has a clear goal in mind: “We want to become the world’s number 3 in the carbide industry”. The company, which is part of the Plansee Group, is not only continuing to drive growth in Asia and on the American continent, progress is also being made at CERATIZIT Austria in Reutte - at the headquarters of the parent company. In the Kreckelmoos district of Breitenwang, just a few hundred meters up from the existing company headquarters, an additional production plant has been built that sets new standards in many respects.
The three-storey building has a total area of around 38,000 sq mt and offers production halls of various sizes, storage and logistics areas, offices, and social spaces for around 500 employees. The production facility has just over 15,000 sq mt at its disposal, around two-thirds of which is currently being used. Tobias Raggl, Head, Technology Department, CERATIZIT Austria and client representative for the new building, explains, “At our Reutte site, we produce carbide and machine it into indexable inserts, rods, and molded parts. The new building has enabled us to separate the carbide production, including pressing and sintering and the machining of hardened blanks, and create growth opportunities for both areas.”
From January to December 2023, CERATIZIT Austria relocated around 220 large machines from the lower plant to Kreckelmoos, primarily machines for grinding and cutting indexable inserts and rods. A special tour de force, as ongoing production was maintained. “Our aim was to have every machine up and running again after two days,” confirms Project Manager Raggl. “This required precise planning in terms of space and time.”

CERATIZIT – Global player in the carbide industry
CERATIZIT offers sophisticated carbide solutions for machining and wear protection, highly specialized cutting tools, indexable inserts, and carbide rods. These products are used in areas such as mechanical engineering and toolmaking, the Automotive industry, the Aerospace industry, the Oil and Gas industry, and the Medical industry.
and carbide rods. These products are used in areas such as mechanical engineering and toolmaking, the Automotive industry, the Aerospace industry, the Oil and Gas industry, and the Medical industry.
CERATIZIT Austria is located in Reutte/Tyrol, at the headquarters of the parent company Plansee Group. This is where carbides are mixed, pressed and sintered and carbide indexable inserts, rods and molded parts are produced.
Indispensable: A central cooling lubricant supply
Those responsible paid particular attention to the supply of cooling lubricant to the machines, without which none of the machining systems could go into operation. “In our previous production, we had installed five central systems of different sizes from KNOLL Maschinenbau,” reports Raggl. “After analyzing the market with regard to the technical possibilities and taking into account the experience we had gained over the years, we were absolutely certain that KNOLL was also the perfect partner for the cooling lubricant systems we needed in Kreckelmoos. The KNOLL team, whether developers, planners or fitters, is a consistently competent and efficient partner who is aware that everything has to work perfectly for this new installation.”
|
KNOLL is the leading provider of conveyor systems, filtration units, and pumps for metalworking. These transport and separate chips and cooling lubricants. The comprehensive product range offers systems for decentralized or centralized applications. |
KNOLL is the leading provider of conveyor systems, filtration units, and pumps for metalworking. These transport and separate chips and cooling lubricants. The comprehensive product range offers systems for decentralized or centralized applications. Its Automation Division deals with solutions for challenging assembly and logistics tasks. These include stationary transport systems with chain and roller conveyors. The integration of handling units (robots, cobots) and transport robots (AGVs) enables flexible systems to be created from a single source.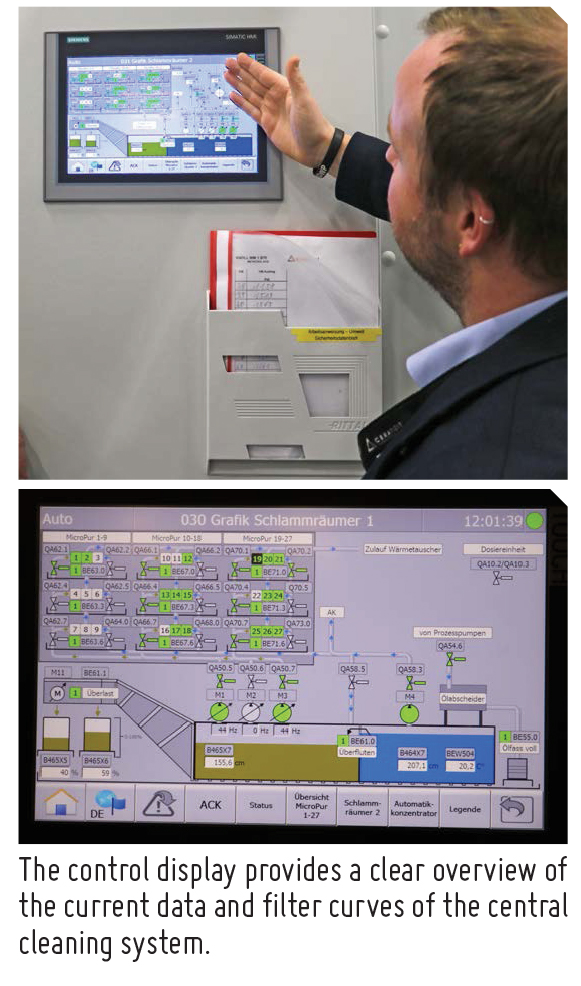
Once the systems and the entire pipework system had been dimensioned, the order was placed in March 2022 and the cooling lubricant supply was ready for operation by the end of the year.
Two central systems – for oil and aqueous solution
As CERATIZIT Austria uses different cooling lubricants, oil and aqueous solution, the company decided in favor of two central systems, both of which are based on the KNOLL MicroPur® ultra-fine filter system. They are made up of several MicroPur® modules, each with a cleaning capacity of 400 l/min. Each module is fitted with four filter housings, each containing two filter cartridges. These can be backwashed individually with pure medium without interrupting the filtration process – a key feature of the MicroPur® filter.
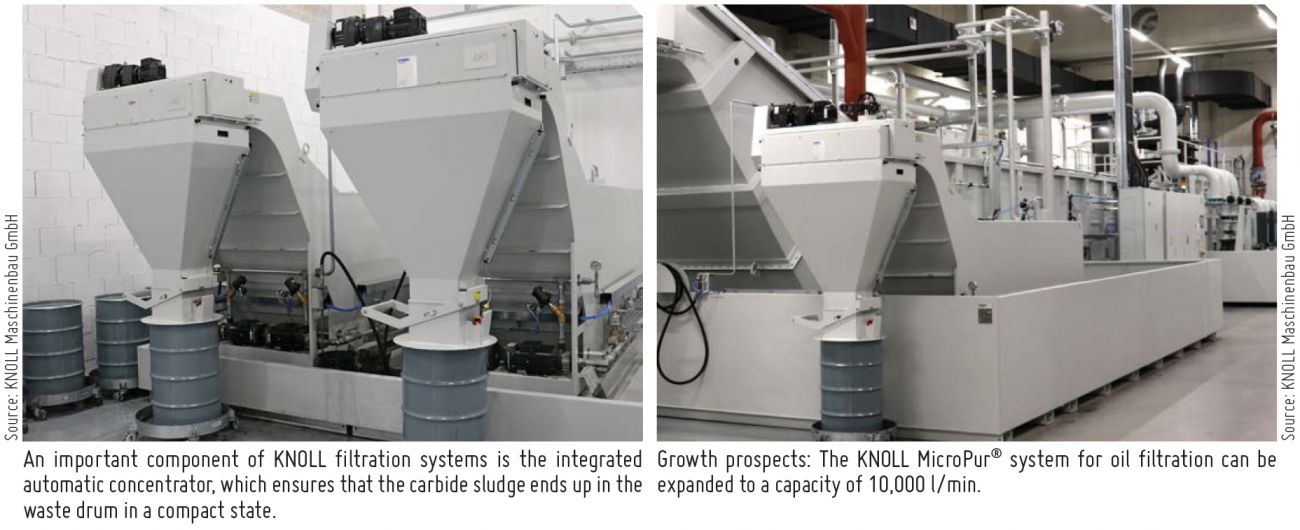
Over 70 systems are currently operated with oil at the CERATIZIT plant in Kreckelmoos. These are mainly machines for surface, peripheral, and profile grinding of indexable inserts and for vibratory grinding in toolmaking. The central system installed for this purpose contains 15 MicroPur® modules, so that over 5,000 l/min can be cleaned continuously. To cope with the growth, the system can be expanded to 27 MicroPur® modules, doubling the total capacity to around 10,000 l/min.
Reliable and powerful
Anton Pfanner, Maintenance Group Manager, is responsible for the operation of the two KNOLL cooling lubricant systems. He knows that he does not need to worry about their functionality: “All pumps and other important components are redundant. Only a power failure can actually cause an unplanned stop.”
|
In order to minimize the risk of germ contamination, KNOLL developed a sophisticated flow control system for the cooling lubricant so that there are no dead spaces in the MicroPur® modules or in the tanks where the medium could accumulate. |
He is also very familiar with the performance of the KNOLL systems at the previous plant. Although the oil system there was slightly smaller with a maximum flow rate of 2,400 l/min, the achievable values are identical. “The filter fineness range is between 1 and 3 µm, and the cleaned oil has a gravimetric residual dirt content of just 1 mg/l,” says the Maintenance Group Manager happily. This purity not only results in optimum machining results, it also prevents wear on the machine bed guides and high-pressure pumps.
Problem areas of the aqueous solution under control
CERATIZIT Austria uses an aqueous cooling lubricant solution for centerless grinding and cutting carbide rods. “This is the only way to achieve the desired mirror finish,” argues Technical Manager Tobias Raggl: “Water dissipates heat much better than oil, which breaks down under high pressure during centerless grinding. That’s why we have to stick with water, even if we would like to use oil as the only medium.”
The aqueous cooling lubricant solution is a concentrate that usually consists of polymers or salts dissolved in water and, unlike emulsions, is free of mineral oil. A major problem is that the medium becomes charged with micro-air during the machining process, which hinders filtration. In addition, the aqueous solution requires a very constant temperature for perfect machining results and must be constantly flowing to prevent contamination by microorganisms and fungi.
KNOLL designed its MicroPur® filter to be ‘water-compatible’ for cleaning such cooling lubricant solutions. This means that the developers customized the filter fabric and module housing to the special requirements. The backwash was modified and process sequences reprogrammed. Two of the first water-compatible MicroPur® modules were installed at CERATIZIT Austria in 2017. They were part of a KNOLL central system in which hydrocyclones removed the coarse impurities and the MicroPur® filters in the bypass removed the fine impurities.
All areas of concern under control
Inspired by the success of this microfiltration, those responsible decided to switch to full filtration of the aqueous solution with MicroPur® modules at the Kreckelmoos plant. This central system can hold a maximum cooling lubricant volume of 1,50,000 l and can clean up to 7,500 l/min with its 27 MicroPur® modules.
As of December 2023, 85 machines were connected for centerless grinding and cutting the carbide rods, with sufficient filter capacity for a further 85 machines. “We therefore did not fill the system completely,” says Anton Pfanner, Maintenance Group Manager. “However, the MicroPur® units are usually all in operation, as the system automatically controls their use depending on the machines switched on and the flow rate.”
Pfanner is aware of the problem areas of the aqueous solution mentioned above. “But the experience gained from the partnership with KNOLL and the close cooperation with regard to further developments in solution filtration have justified the decision in favor of MicroPur® cleaning at full flow,” says Pfanner.
In order to minimize the risk of germ contamination, KNOLL developed a sophisticated flow control system for the cooling lubricant so that there are no dead spaces in the MicroPur® modules or in the tanks where the medium could accumulate.
There are, therefore, no deposits that promote the growth of germs. In order to banish the micro-air almost completely from the aqueous solution, KNOLL designed a relatively long, flat degassing section through which the cooling lubricant must pass. And to keep the temperature of the cooling lubricant stable, it passes through a cooling system immediately after filtering, which ensures values of ± 0.2 K.
Last but not least, the aqueous solution itself is of great importance. “In recent years, we have carried out extensive tests with our additive supplier and KNOLL in order to achieve the best results in cleaning and machining," reports Pfanner. “We have actually succeeded in reducing the additives to a single additive that realizes all the desired properties of the solution. It contributes to rapid degassing, improves the friction conditions, provides rust protection, and counteracts the release of heavy metals such as cobalt.”

|
In order to banish the micro-air almost completely from the aqueous solution, KNOLL designed a relatively long, flat degassing section through which the cooling lubricant must pass. And to keep the temperature of the cooling lubricant stable, it passes through a cooling system immediately after filtering, which ensures values of ± 0.2 K. |
Central cooling lubricant supply systems – a complete success
“The processes and transparency during installation, the rapid support when questions arise and, finally, the cooling lubricant qualities that our new central systems deliver, fully confirm our trust in KNOLL,” summarizes Raggl. “The system runs great - down to the last detail.”
This also includes the extremely effective desludging system, which, in addition to sedimentation in the dirt tank, includes an automatic concentrator that also separates the carbide backwashed out of the filter cartridges. Pfanner explains: “We recover around one drum containing 400 kg of carbide per month from the oil plant. In the case of the aqueous solution, there are currently around four such drums, which is due to the larger dimensions. We send the grinding sludge to our sister company Stadler Metalle in Türkheim. After processing, the recycled carbide is reused by us.”
When asked about the overall maintenance effort, Michael Müller, the responsible maintenance employee, replies: “The systems are relatively low-maintenance. Filters need to be changed every six to twelve months, depending on the load. It only takes a few minutes to replace the filters. Other tasks include changing the grinding sludge drums and regularly checking the cooling lubricant values.” If system faults occur, they can be recognized very quickly on the control display so that Müller can initiate countermeasures immediately.
 |
Nikhil Nayak Managing Director |
 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe