


WELDING ON EV BATTERY AND AUTOMATION
In today’s growing trend of electric vehicles, demand for battery tray welding solutions is increasing. With this, industries are seeking new and more efficient methods.
Generally, for Battery Tray Welding applications, strength is necessary for resisting various impacts and at the same time, the weight of the vehicle must be as low as possible. The Aluminum Al 5XXX/Al 6XXX series is suitable for this application because it is a light material and also has high strength. However, welding Aluminum has its own problems like hot cracking, porosity, and gaps, specifically for larger parts like battery trays, etc. that can be mitigated using advanced joining methods.
Laser Welding: an advanced method
A laser beam is focused on the seam profile, which melts the edges and then after solidifying, the edges are fused. There are 2 methods for Laser Welding:
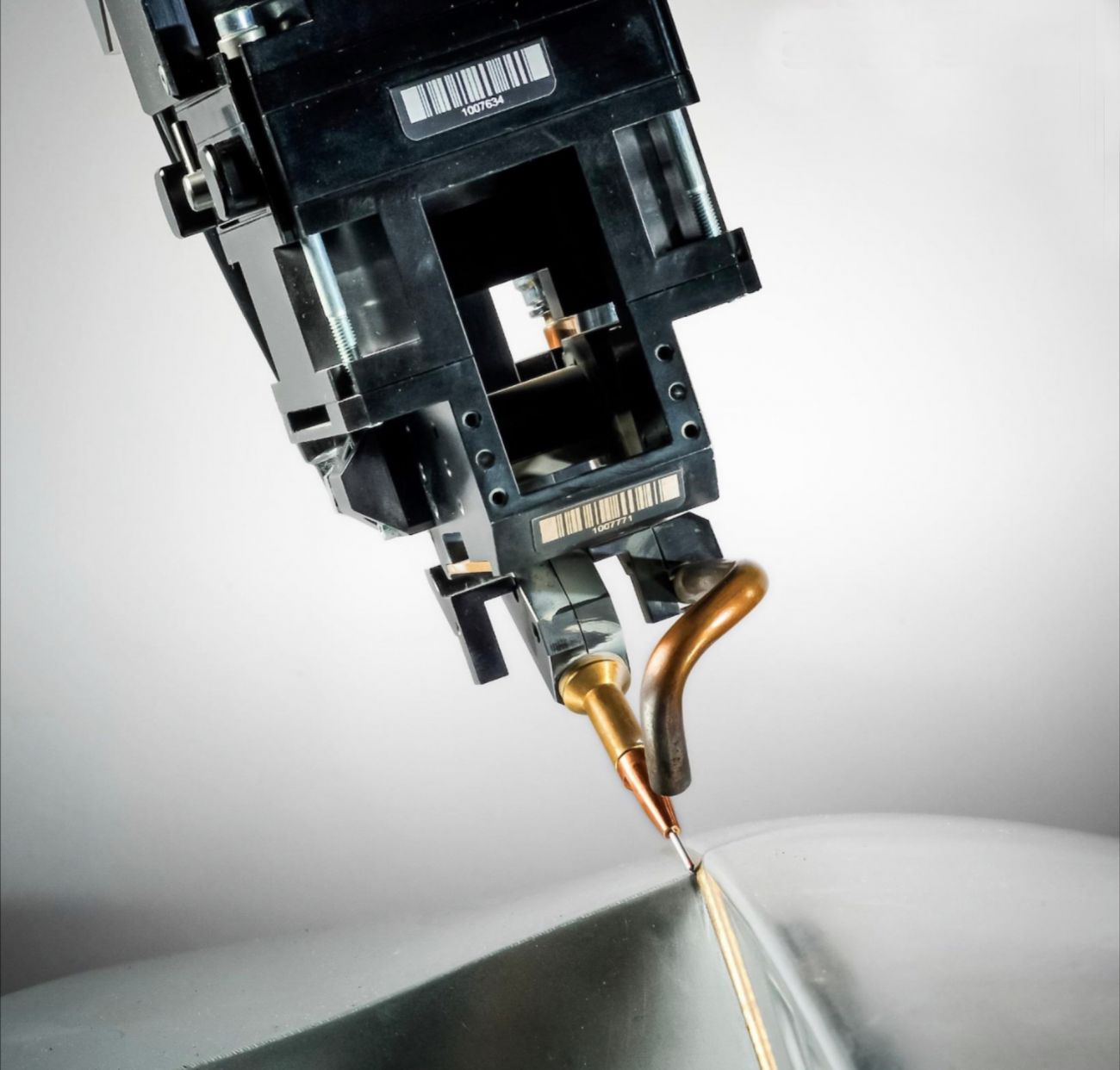
Tactile Welding: This method uses a filler wire which also acts as a tactile sensor. The wire is constantly under control and in touch with the seam, which acts as a sensor and senses the seam profile. Welding is done accordingly. The filler wire can also be used to bridge the gaps. With the optional oscillation feature, even larger gaps can be bridged.
For Al 6XXX, using filler wire is the only option for avoiding hot cracks. The fixture shows ALO4, the optics that Scansonic has developed for Tactile Welding (Image 1).
|
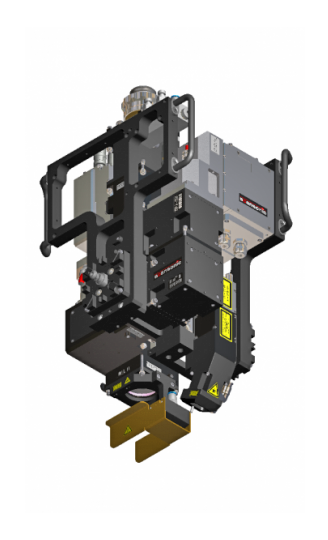
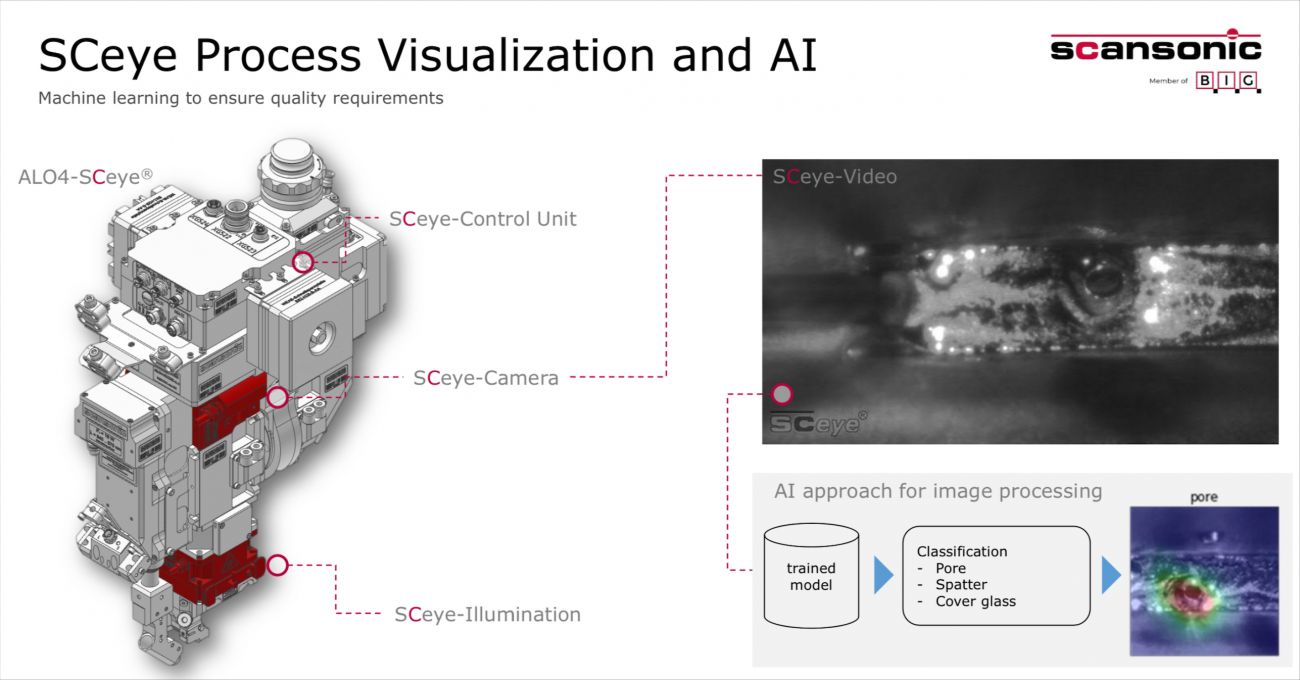
Remote Welding: In this method, there is no filler wire, it is mainly suitable for lower-strength Aluminum grades like Al 5XXX. The small beam spot providing high power density is controlled using a fast-moving mirror mechanism. Seam tracking is done using the optical triangulation method, which even detects vertical gaps. For vertical gap bridging, the adaptive beam oscillates accordingly along the upper and lower edges. Materials from the upper edge are melted and the molten weld pool is directed towards a lower edge to bridge the gap. One of the greatest advantages of this method is that it can be done very fast and at a higher working distance. Image 2 shows the Scansonic Remote Welding Optics: RLW – A. SCeye: Process Monitoring Currently, how industries are operating is evolving drastically. Industries are seeking new methods to have more control over their processes to achieve more accuracy, minimize errors, reduce lead time, and make the processes more efficient. The advanced SCeye module is a process monitoring system. As the name suggests, it monitors the welding process and records different process and machine parameters like laser power, robot speed, wire feed rate, pressure, Z position, etc. Up to 16 such process parameters can be recorded and analyzed.
|
|
|
Scansonic has recently found a way to harness AI in process monitoring. The new AI, when integrated with the SCeye system, analyzes the raw data with the help of deep learning. Once the system is trained to detect specific errors, it automatically detects the defects and even eliminates the need for visual inspection. |
|
Image 3 |
|
Advantages of SCeye Oil residues, pores, and other such defects can be easily detected by visual inspection. Combined with an AI algorithm and trained program, it may even eliminate the need for a separate inspection station. As all the process parameters and even visuals for each part are recorded, if there are any defects in a particular part, it is possible to check the process parameters for that particular part, and detection of the root cause for the defect becomes easier. Parallelization of processes by using compact scanner units (CSC) Fast component welding (FCW) is the recent contribution by Scansonic to accelerate production processes e.g. for high welding speed demands on long weld seams, where physical limits stop further increase of laser power or laser beam brilliance. |
Image 4: Compact Scanner Unit |
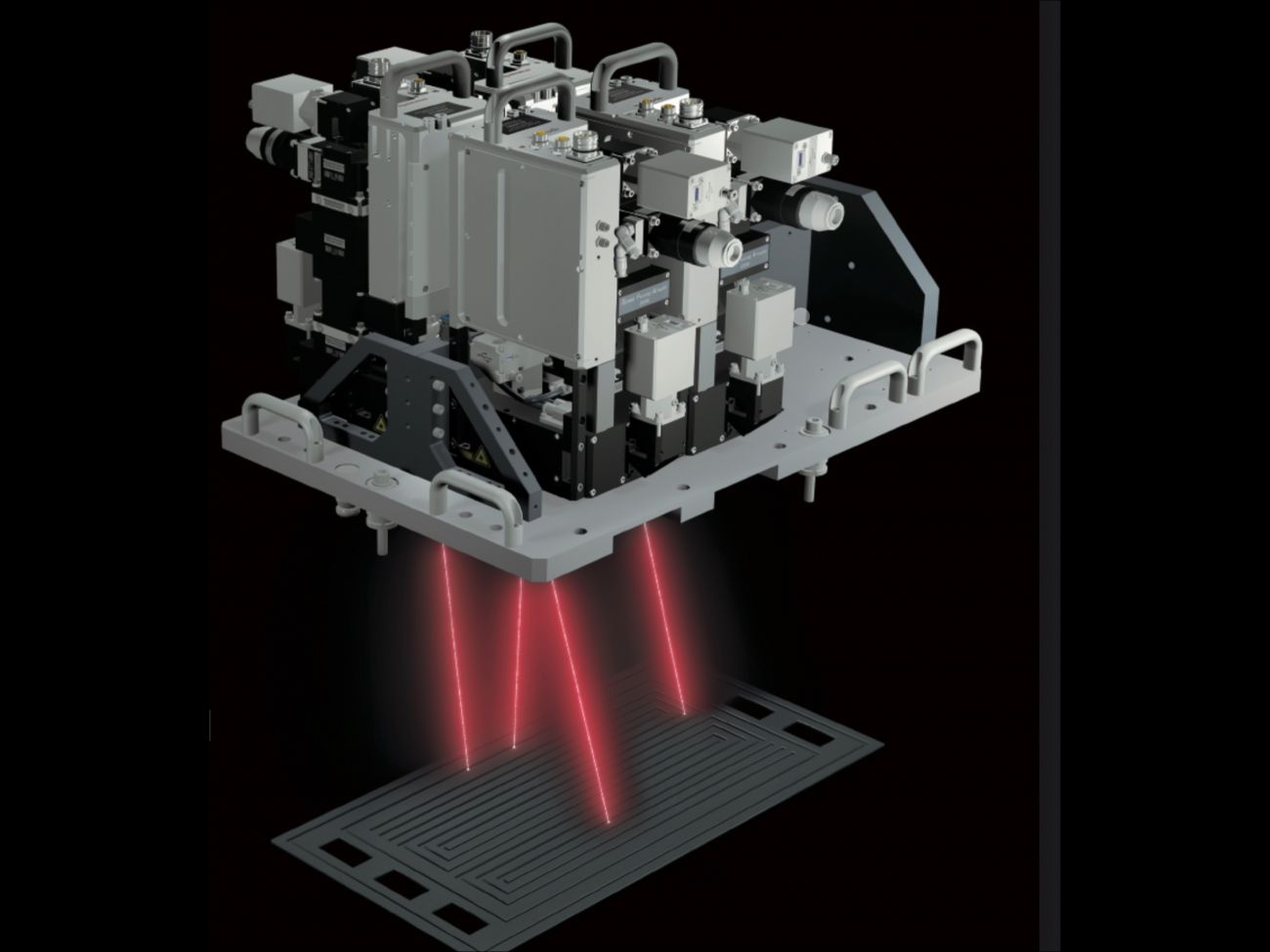
The very compact scanner unit allows the assembly of a number of CSC units with the lowest footprint on an individual applications rack. Instead of running one remote unit along the component, multiple CSC units working parallel on individual segments of the part. This reduces the cycle time by the amount of units utilized, for instance 50 percent less cycle time with 2 CSC units versus 1 remote scanner head.
Besides state-of-the-art scan fields, further provisions are for instance three different camera ports at different positions in the beam path, which enables easy teaching processes and can be used for process control and image recognition. By new creative approaches many more laser applications are now possible respecting today’s efficiency demands in serial production e.g. for welding of battery cooling plates, fuel cells, or even hairpins.
 |
Michael Nagel Global Key |
 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe