


The Perfect Thread
Thread cutting demands reliability and high precision as it is usually the last operation during the machining process of any component. DC Swiss has developed an internal thread whirl (milling) cutter which generates threads without any burr, even in demanding, hard-to-machine materials.
Micromachining, already present across the manufacturing industry, and will spread even widely in the near future. DC Swiss sensed this change and demand of the industry and proactively started the development of the program focused for the production of small parts. After concentrated efforts and various developments for five years, the company has created more than 2,000 different articles including cutting and forming taps, thread mill / whirl cutters and various SCS certified control devices.
DC Swiss’ latest development is the thread whirling tool GWi5000, which was developed for customers in the medical, watch-making and aerospace industries facing larger series coupled with shorter delivery times. We imagined a tool to produce the ‘perfect internal thread’ for micro-machining applications in demanding materials such as titanium, but also alloyed steels and aluminum. A perfect thread is a burr-free thread that does not require any post-treatment and can be produced in one setup without operator intervention.
The Tool
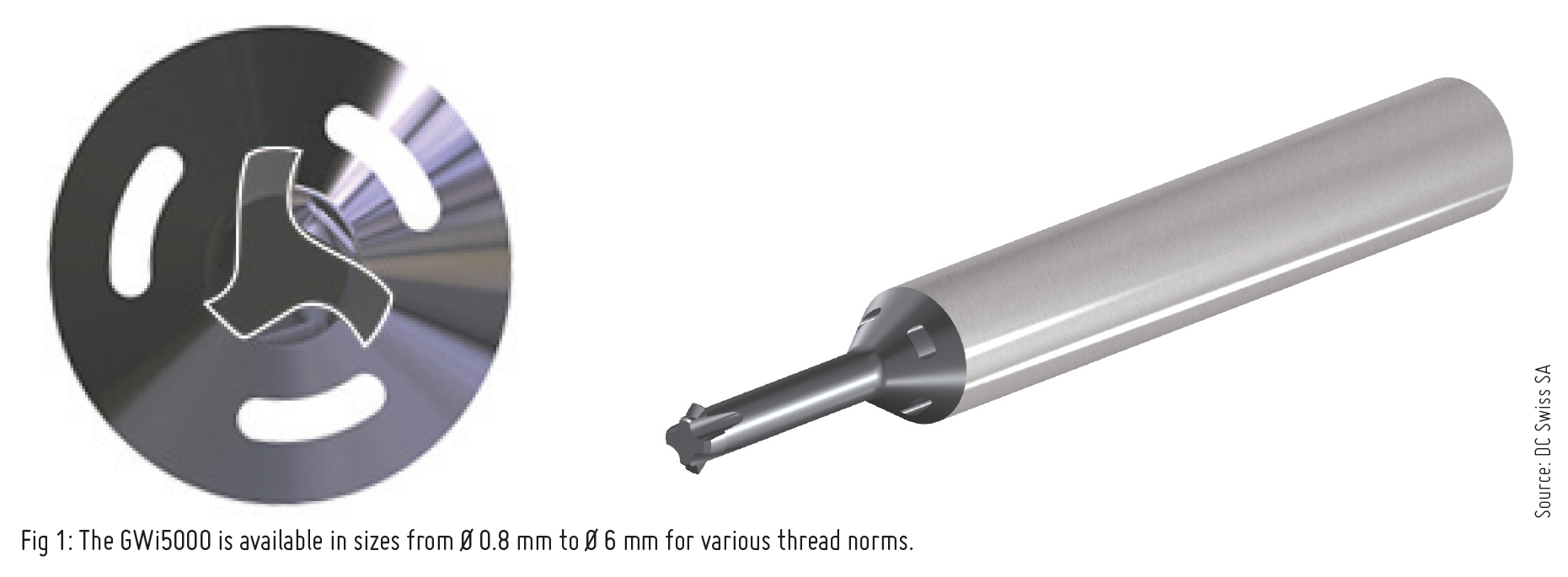
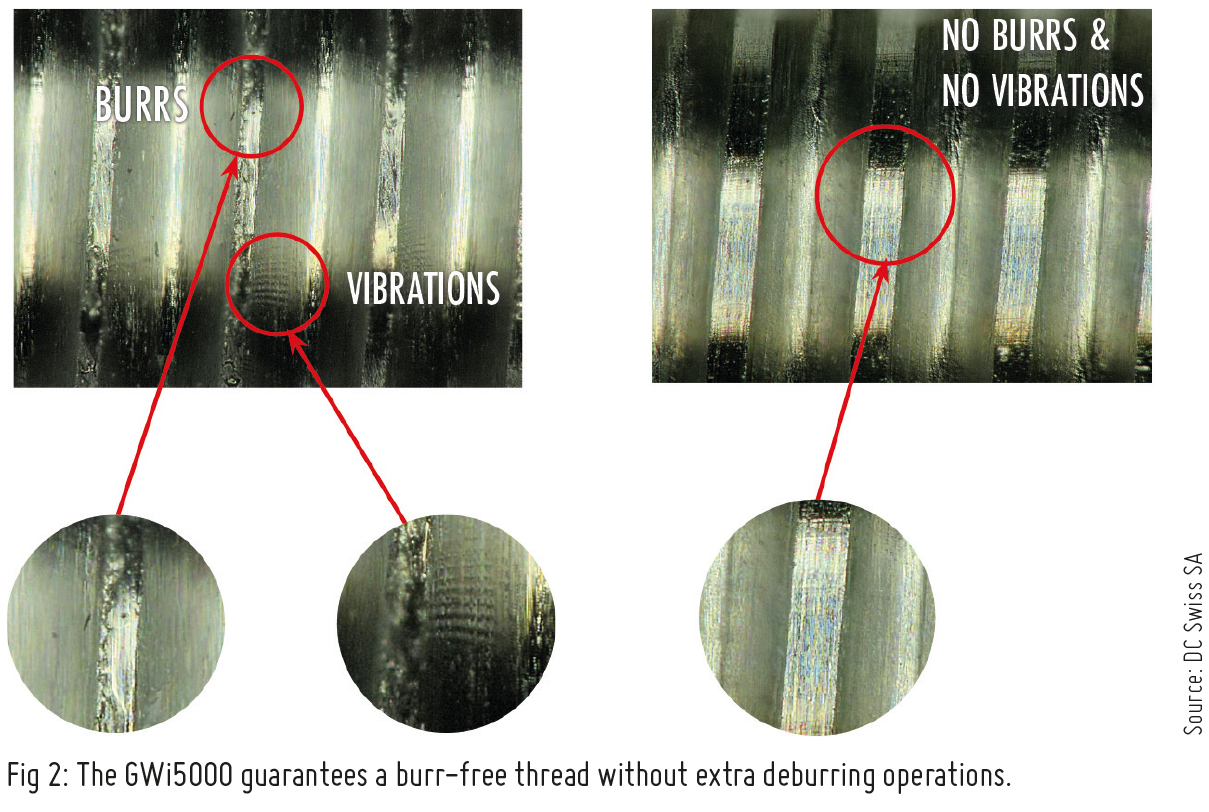
The GWi5000 is a patented multi-tooth full-profile carbide thread whirler available in sizes from Ø 0.8 mm to Ø 6 mm for various thread norms, which combines three different operations in one. Featuring either three or four teeth (depending on the diameter), two teeth rough and finish the flanks while one tooth (or two when machining larger diameter threads) machines the core diameter, ensuring burr-free profile and edges of the thread. The tool is unique in its ability to machine the flanks and the core diameter in one cut. There is no other tool in the market that can guarantee a burr-free thread without extra deburring operations.
The ultrafine grade carbide tool is coated with a special VS coating for low wear and good heat resistance for high-performance machining. The internal coolant is realized through three half-moon shaped channels to ensure the coolant is delivered to the cutting edges where it is needed. This design ensures optimal chip evacuation and high surface qualities.
The Process
To generate ‘the perfect thread,’ a ‘perfect hole’ is required. Perfect here means drilling a core hole with the right diameter for this particular thread whirling process. Since we are not only machining the flanks, but also the core diameter, the general formula for calculating core diameters using the thread pitch does not work. There needs to be enough material for the thread whirler to machine the core diameter during threading.
After the centring and drilling operations, the GWi5000 enters the hole with a counter-clockwise rotation, left-hand cut, cutting the thread from top to bottom (conventional thread whirling works from bottom to top with a right-hand cut). After reaching the bottom, the tool is centred and moved back to its starting position. In 60 to 70 percent of all cases, one cut finishes the thread; very hard and demanding materials might sometimes require two cutting passes.
Moreover, DC Swiss ensures a reliable, stable process, requiring few, if any, NC corrections during machining. The following example illustrates this point.
 The Application
The Application
While smaller series threads can be more efficiently machined using a combination tool such as the ZBGF circular thread milling cutter, which combines drilling and threading in one tool, separate drilling and threading operations with the GWi5000 will pay off when machining larger series, as the following example illustrates:
A customer specialized in medical and dental products was looking for a highly-precise thread that could be produced in high batches without post treatment and 100 percent according to the required standard. Made from Titan Grade 4, the part needed a blind hole with a thread of M1.8 x 0.35 6H, with a depth of 2xD. Using cutting oil as lubricant, the GWi5000 produced 2,500 threads at a cutting speed of 30 m/min and a feed rate of 0.03 mm/tooth. There was only 1 NC correction required (the operator adjusted the NC program during the process because of tool wear), which makes the GWi5000 highly suitable for series production. Other products required up to 5 NC corrections for the same job. The special tool geometry and coating ensures minimum wear and, hence, a more reliable, accurate process. We can also calculate the point where the NC correction needs to happen to organize automated production.
While the process requires machines with a certain spindle power and rpm, most new generation turning and milling machines are suitable to ensure a reliable process. Most companies in the aerospace, medical, automotive or watch-making industries have already upgraded most of their equipment, but older machines with suitable spindle speeds can also be used for thread whirling.
With the standard range starting from Ø0.3mm up to Ø160 mm, DC Swiss offers quality high-performance and reliable solutions in threading technology.
For quality control, DC Swiss offers ring and plug gauges to control the profile shape, thread flanks and different norms. The customer now has the option to maintain entire quality system in-house. The company provides high-quality carbide gauges for production, wear gauges to control the ring gauges and gauges to calibrate the optical measurement systems. This helps the customer in saving the time and money to frequently send their gauges for calibration.
A perfect thread is a burr-free thread that does not require any post-treatment and can be produced in one setup without operator intervention.

MAYUR KULKARNI
Manager – Sales & Application (Asia and East Europe)
DC Swiss SA
 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe