


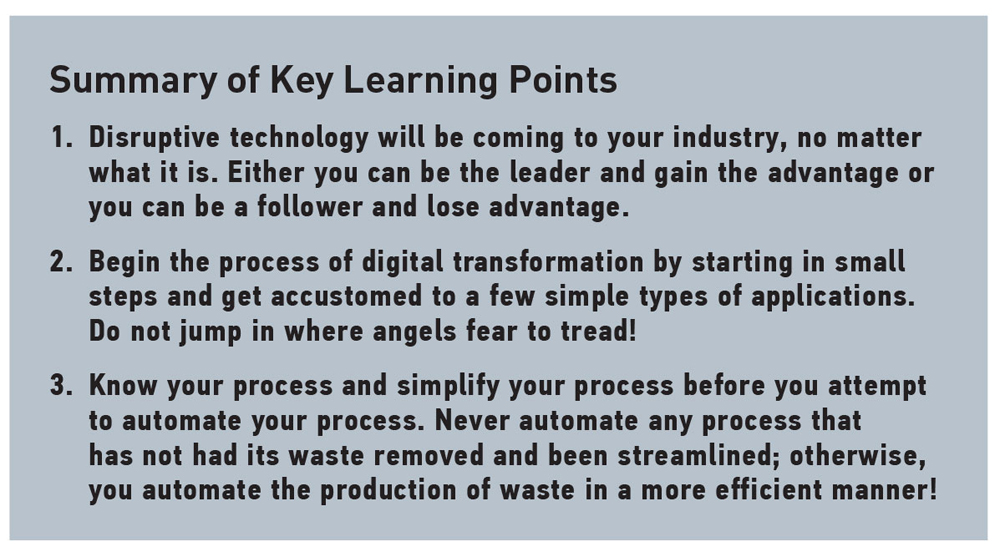
Embracing Change
The five topics in point are: The idea of Disruptive Change and Breakthrough Technology, Current Breakthrough Technologies to Consider, a case study about Digitalization of Injection Moulding, Lessons Learnt from other Historical Endeavors, and Recommendations for Embracing Technology Shifts.
What Creates Industry Disruption?
 Clayton M Christensen said the reason why it is so difficult for existing firms to capitalize on disruptive innovations is that their processes and business model make them good at their existing business activity and make them bad at competing for the disruption. In other words, they have been tuned for the old way of working, which is what they are used to. That is where they have reinforced their good ideas about themselves. But they feel incompetent about embracing new technologies. Following are the causes of disruption in productive systems:
Clayton M Christensen said the reason why it is so difficult for existing firms to capitalize on disruptive innovations is that their processes and business model make them good at their existing business activity and make them bad at competing for the disruption. In other words, they have been tuned for the old way of working, which is what they are used to. That is where they have reinforced their good ideas about themselves. But they feel incompetent about embracing new technologies. Following are the causes of disruption in productive systems:
- Interruptions in the flow of materials, parts, or assemblies.
- Poor communications of plans or production requirements – you have probably experienced that when you do not know what the customer wants, you do not know what the materials are that you are processing.
- Issues in production machinery or systems software and it is not operating the way we think it should or giving us the results that we need to get.
- Shifts in customer demand or economic conditions that can have some external effect on us.
- Lack of production status monitoring and timely reporting – we do not have it and we do not know what is happening in the production system because we do not have the up-to-date inventory of what is happening, so we do not see the data flows.
- Ineffective adaptation of new technologies or systems – we know what we would like to do but we do not know how to implement it because we do not have the experience in using those tools, methods, or systems.
- Natural environmental occurrences or acts of nature that can create change in the systems.
Are Breakthrough Technologies Emerging?
There are some advanced technologies such as Artificial Intelligence, Machine Learning, Big Data, and Deep Learning that combine to upset the control systems by enhancing adaptive management of dynamic shifts in supply, demand, and technology requirements and are proving more affordable to SMEs. Many of these technologies are being brought to the field in terms of applications within the Indian SME industry.
3D metal printing and injection moulding technologies allow rapid prototyping and increased microstructural control of metallic composition. Internal wireless networks permit increased connectivity of factory wide sensors to improve the end-to-end production control and enhance communications with both suppliers and customers. Digital sensors are becoming more accurate, inexpensive, and readily integrated into current production equipment.
Applicable Breakthrough Technologies
To control information and streamline flows we can make investments in Information Communications Technology (ICT). This is using internet-based search engines and recommendation systems to increase our understanding of customer needs. Increasing the bandwidth and processing power of the digital communication links enhances the computer response systems for automated ordering systems or for tracking products in the logistics cycle chain. We can also have investments in production operating systems (POS).
Technology Paths for SME Manufacturers
We should start small, think big, but begin with a designed end in mind. Begin by placing select digital sensors to monitor production quality at critical control points. For example, RFID to determine the location of critical components, time stamps of barcodes to determine where items are advancing in production, motion detection to warn of unsafe situations, vision systems using pattern recognition to check identification or completeness of work, sensors to detect temperature, vibration, or weight of items in production and so on.
Having robots is great but ask yourselves whether you really need them and
can you create a system flow so that it flows smoothly.
We can add wireless network to collect digital signals and route them to an ‘internal data cloud’ for processing as well as add alerting systems or alarms to warn of any out-of-control conditions to alert operators of the need to adjust process performance.
Do not invest if you will not be able to demonstrate the actual operational and financial benefits. This is the critical ingredient. Do not overinvest or invest too early. We do not have that much money in an SME to invest in these sorts of technologies. The good news is after having gone through the Covid-19 pandemic, we have production under control now. Many times, companies will find that they have excess production today. So, investments should not be made extending production capability. We can use that money that we normally use for production equipment in terms of investing in the digital technologies to advance our control over those systems once we ramp up again after coming out of the Covid-19 situation.
Case Study Hewlett-Packard: Injection Moulding
I would like to share with you a case study that I did at HP. It illustrates how designing a lean technology system with a payback in six months could be done.
We needed to perform injection moulding of gears with extremely high tolerance for tight tolerance printing systems. This required 22 mould changes per day. The current time for a mould change (at that time) averaged 4 hours for a mould change.
The project team included one industrial engineer that was me, two recent graduates of engineering programs (one mechanical engineer and one electrical engineer) and a moulding shop line leader. The project was implemented in just three months.
As per our resource requirements, we were given a dedicated, new automated controlled moulding machine with an investment budget of less than $100K. And this happened in the 1985-86 timeframe.
For technologies, we had a blended approach that comprised material science, lean production flow, SMED/changeover emphasis, rheology testing, pneumatic clamps, fixed guides, snap-fit heating and cooling lines, pre-heating racks, and a small crane.
 The question is where does one start with lean. One of my Senseis in Japan, who is the head of the management institute, advises not to start with 5S, rather start with set-up time reduction that gets rid of waste in the flows. It allows the flows to move without having any waiting time. It frees up the productivity time. We were using material science in terms of how we were moving these parts. Previously these parts were not injection moulded. They were all made from aluminum and so were changing them to polycarbonate with fibreglass and carbon filling. We also had a lean production flow. To make sure we get the flow of the materials and parts to the production line, the rule was mould today what we use tomorrow so it would be dimensionally stable. We had to test the rheology or the shrink rate of the plastic to make sure we understood what the shrink rate would be after it came out of the hot mould. We used the pneumatic clamps to hold the moulds in the moulding machine. We had the fixed guides that were put on the machine and on the tools. They would just slide in place. We had snap fit, heating, and cooling lines so they would just snap on. Also, preheating racks to make sure that we put the hot moulds into the machine and did not heat it inside the machine. We also had a positioning crane to move the moulds from the hot rack into the machine.
The question is where does one start with lean. One of my Senseis in Japan, who is the head of the management institute, advises not to start with 5S, rather start with set-up time reduction that gets rid of waste in the flows. It allows the flows to move without having any waiting time. It frees up the productivity time. We were using material science in terms of how we were moving these parts. Previously these parts were not injection moulded. They were all made from aluminum and so were changing them to polycarbonate with fibreglass and carbon filling. We also had a lean production flow. To make sure we get the flow of the materials and parts to the production line, the rule was mould today what we use tomorrow so it would be dimensionally stable. We had to test the rheology or the shrink rate of the plastic to make sure we understood what the shrink rate would be after it came out of the hot mould. We used the pneumatic clamps to hold the moulds in the moulding machine. We had the fixed guides that were put on the machine and on the tools. They would just slide in place. We had snap fit, heating, and cooling lines so they would just snap on. Also, preheating racks to make sure that we put the hot moulds into the machine and did not heat it inside the machine. We also had a positioning crane to move the moulds from the hot rack into the machine.
Cost Benefit of this System
So the investment was around $2,000 per mould that came to $44,000, the rheology testing equipment for the lab was $12,000, the injection machine modifications for one machine was $8,000, the off-line moulding rack was $5,000 for heating systems and the off-line manual positioning crane was $9,500. Hence, it came to around less than $80,000 at that time. Those prices are less today. The benefits were reduction in part cost by about 6 cents per part. We had 22 different parts and we had 10,000 of those in the first month of production. We are talking of $13,000 for part cost reduction. We also had reduction in the set-up time. We were charging $50/hr for production time and that’s $80,000. Hence, in less than 4 weeks, we got the payback for that machine.
The best situation is really knowing your situation. Understand what it takes to drive forward
and then invest slowly and surely in what you need to do to drive forward.
Lessons Learned from ERP
Many SMEs have introduced Enterprise Resource Programs (ERP) systems to understand how to manage material flows and synchronize with the order flows. First map your process, understand your measures, know what you need to analyze, and how to analyze the data and determine what reports are necessary. Specify the ‘master data items’ before beginning the software project: what data will you keep in the software, how will it be structured, where will it be stored, and how frequently will you sample it. Assign some operational experts to audit that software process models and validate against the original process maps and measurement systems. The software system is acting like a digital twin. It is the twin to the real-world system and what we want to do is monitor how the real-world system is working in the software.
We need to integrate these data collection points and may be use barcode scanners to assure the ERP system has a tracking capability for material movement across the production system. And finally produce only those reports that have a legitimate need by management. Give management the information they need. High integrity, good fidelity in terms of the quality of the information and make sure it is frequent enough to capture changes in that system that may affect the quality of the output or reduce the productivity of the output.
Lessons from Early Robotics Deployment
The initial robotic investments were typically ‘pick and place’ machines. Having robots is great but ask yourselves whether you really need them and can you create a system flow so that it flows smoothly. Hence, *Make digital automation a strategic investment, not a skunkworks project.
*Avoid the inclination to ‘automate everything’.
*Automate the simple processes first where you can get a benefit such as processes that are too repetitive or dangerous or tiresome for humans and those that robots can do very quickly.
The key question is are you automating the high precision tasks that workers must repeat frequently that would lead to creation of human errors. So, we are eliminating errors in the system by the way we automate those productive processes. The principle should be let the machines do what human operators consider to be difficult, demeaning or demanding. Advanced technology can extend this to creative world requiring decision-making.
The principle should be let the machines do what human operators
consider to be difficult, demeaning or demanding.
Evaluate the reason for each automated device: Does it need to be done? Can it be done more simply? Have the processes been simplified and streamlined before deciding to automate them? Be sure not to automate the production of waste or to embed process inefficiency in robotic production equipment.
Critique of Digitization Efforts of SMEs
Looking at the past there have been some classic mistakes made by SMEs in technology acquisition: *Failure to design the productive system so that it fits with the operational requirements – Do you really need that robot and its capability? Is it giving you a benefit?
*Lack of internal engineering support which leads to design and production outsourcing for automated assembly – it may be that you are buying much more than is needed.
*Purchasing large, specialized machining centers when a less sophisticated system that satisfies the need without encouraging over-production to assure the investment payback. It is critical that we do not put too much money into one piece of equipment. If you look at Toyoto, we do not see big machining centers there, what we see dedicated pieces of equipment at the spot doing a particular task.
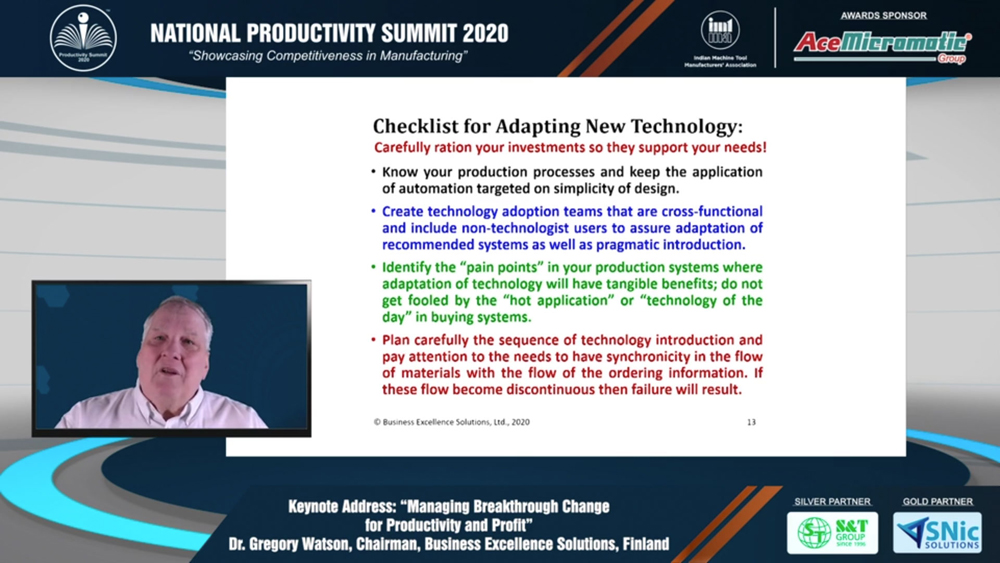
Checklist for Adapting New Technology
Carefully ration your investments so they support your needs. Know your production processes and keep the application of automation targeted on simplicity of design. Create technology adoption teams that are cross-functional that include non-technological users to assure adaptation of recommended systems as well as pragmatic introduction of these capabilities. Identify the pain points in your production systems where adaptation of technology will give tangible benefits; do not get fooled by the hot application or technology of the day when buying systems. Take the time to really investigate and ensure that is right for your application processes in production. Plan carefully the sequence of technology introduction and pay attention to the needs to have synchronicity in the flow of materials with the flow of the ordering information system. If these flows become discontinuous then failure will result.

Dr Gregory Watson, Chairman,
Business Excellence Solutions
Source: Team MMI
Source: Business Excellence Solutions
 Facebook
Facebook Linkedin
Linkedin Subscribe
Subscribe